Recessing cycle g866, 20 cont our -based t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 224
224
4.20 Cont
our
-Based T
u
rn
ing Cy
cles
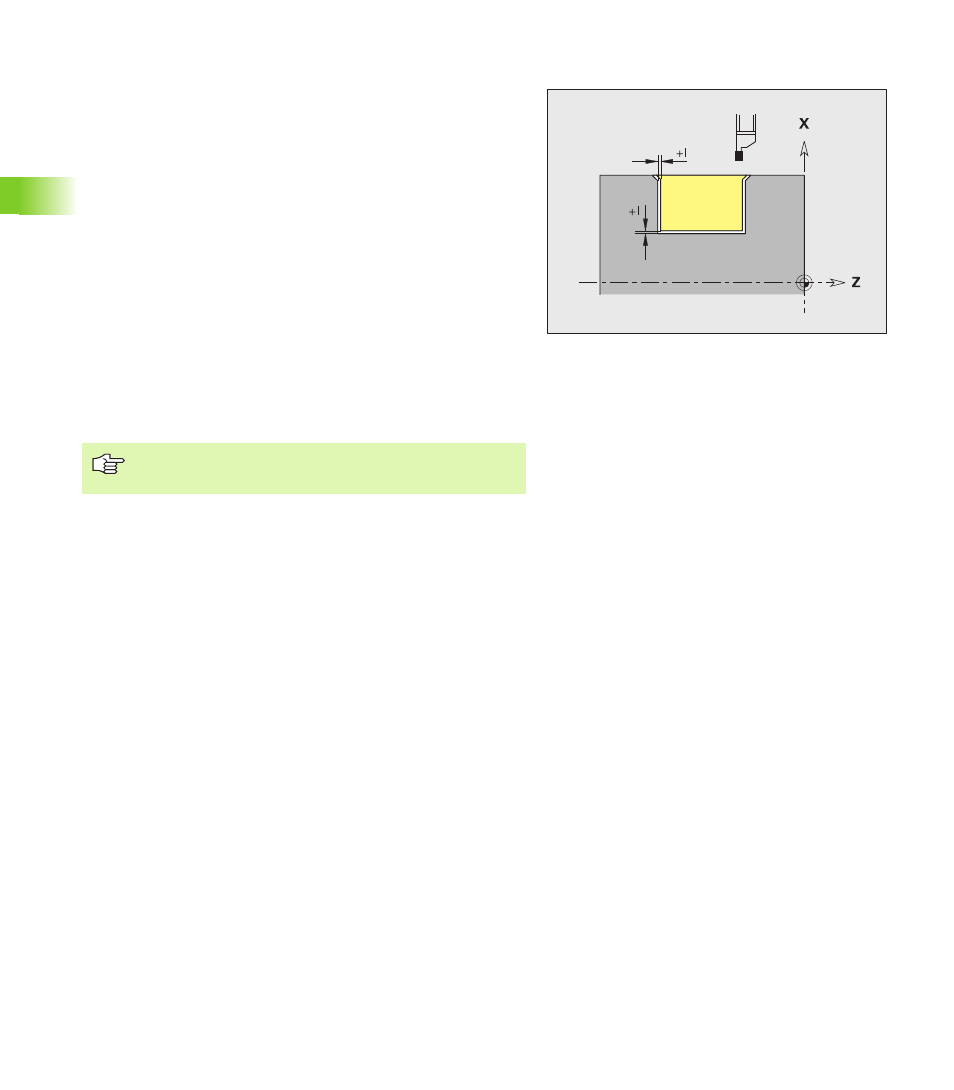
Recessing cycle G866
G866 generates a recess defined by G22-Geo. The CNC PILOT uses
the tool definition to distinguish between external and internal
machining, or between radial and axial recesses.
Parameters
NS
Block number (reference to G22-Geo)
I
Oversize for roughing (default: 0)
I=0: Recess is made in one work step
I>0: The first operation is roughing, the second finishing
E
Dwell time (default: Time for one spindle revolution)
If I=0: For every recess
If I>0: Only for finishing
Number of cutting passes:
Maximum offset = SBF * cutting width
(SBF: See Machining Parameter 6)
The tool radius compensation: is active.
An Oversize is not taken into account.
Cycle run
1
Calculates the number of cutting passes.
2
Approaches workpiece from starting point for first pass.
Radial recess: First Z, then X direction
Axial recess: First X, then Z direction
3
Executes the first cut according to I.
4
Returns at rapid traverse and approaches for next pass.
5
If I=0: Dwells for time E
6
Repeats 3 to 4 until the complete recess has been machined.
7
If I>0: Finish machines the contour