1 t o ol d a tabase – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 620
620
8.1 T
o
ol D
a
tabase
Parameters for workpiece handling systems and encoders
Example: Tool type 811
Multipoint tools, tool life monitoring
Turning tools with more than one (maximal 5) cutting edges are
referred to as multipoint tools. In the tool database, each cutting edge
is defined in a separate data record. In addition, a “closed chain” of all
cutting edges of the multipoint tool is formed.
Define one cutting edge as primary cutting edge and the other ones
as secondary cutting edges. In the tool list, only the primary cutting
edge is defined.
Parameters in dialog box 1
G
S
TP
ID: Tool ID number
•
•
•
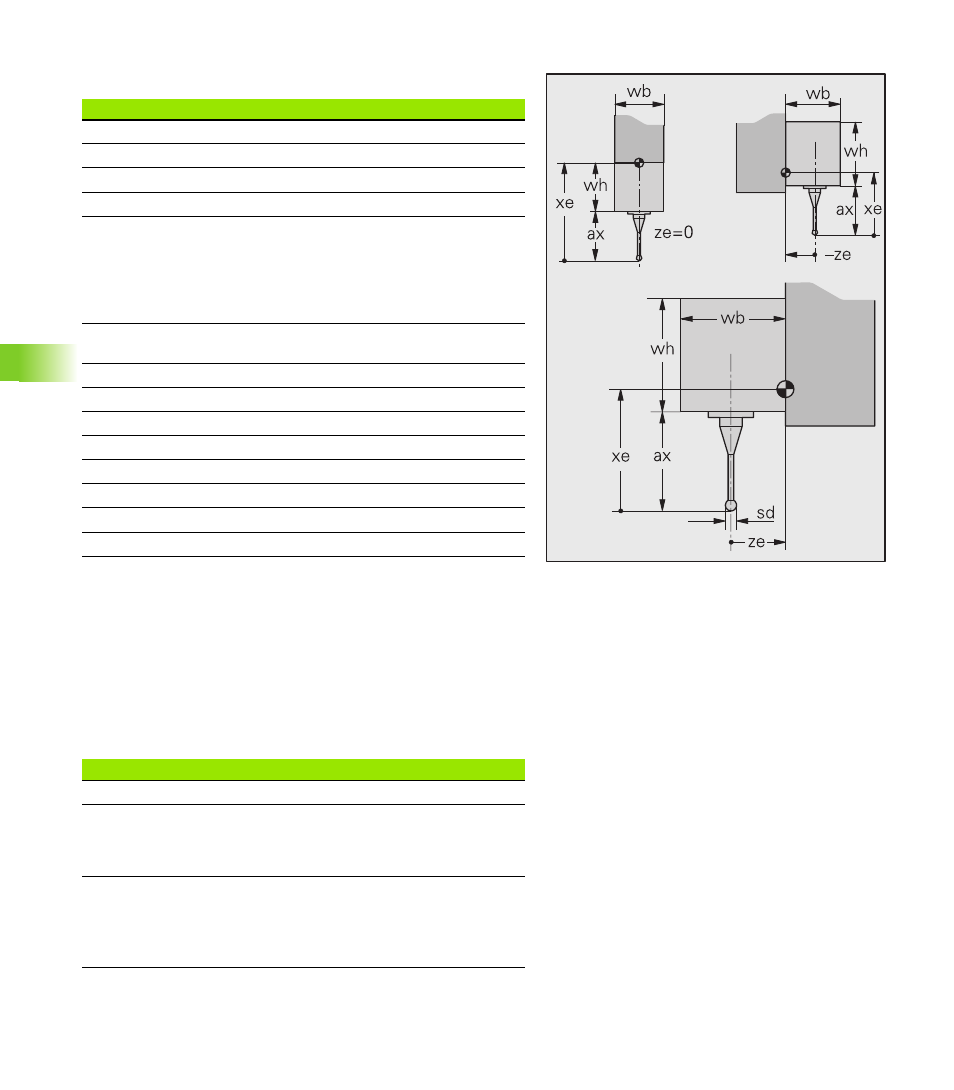
X, Z, Y dim. (xe, ze, ye): Setting dimensions
•
–
–
Available: Physical availability
•
–
–
Shank d (sd): Shank diameter
–
•
–
Multi. tool: Multipoint tool (see “Tool
programming” on page 121)
No: No multipoint tool
Main: Primary cutting edge
Secondary: Secondary cutting edge
•
–
–
M ID: Identification number of the following cutter
of a multipoint tool
•
–
–
T hold. DIN: Type of tool holder
–
•
–
T hold. heig. (wh): Height of tool holder
–
•
–
T hold. brea. (wb): Width of tool holder
–
•
–
Sali.lg.(ax): Salient length
–
•
–
Picture no.
–
•
–
Mount type
Mag(azine) code: Not used at present
Mag(azine) attr(ibute): Not used at present
Parameters in dialog box 3
Mag(azine) code: Not used at present
Mag(azine) attr(ibute): As of software version 625 952-05. If it is
prepared by the machine tool builder, the parameter for special
treatment of the tool during tool change can be used (example: for
tool cleaning).
Multi. tool: Multipoint tool (see “Tool programming” on page 121)
No: No multipoint tool
Main: Primary cutting edge
Secondary: Secondary cutting edge