HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 522
522
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
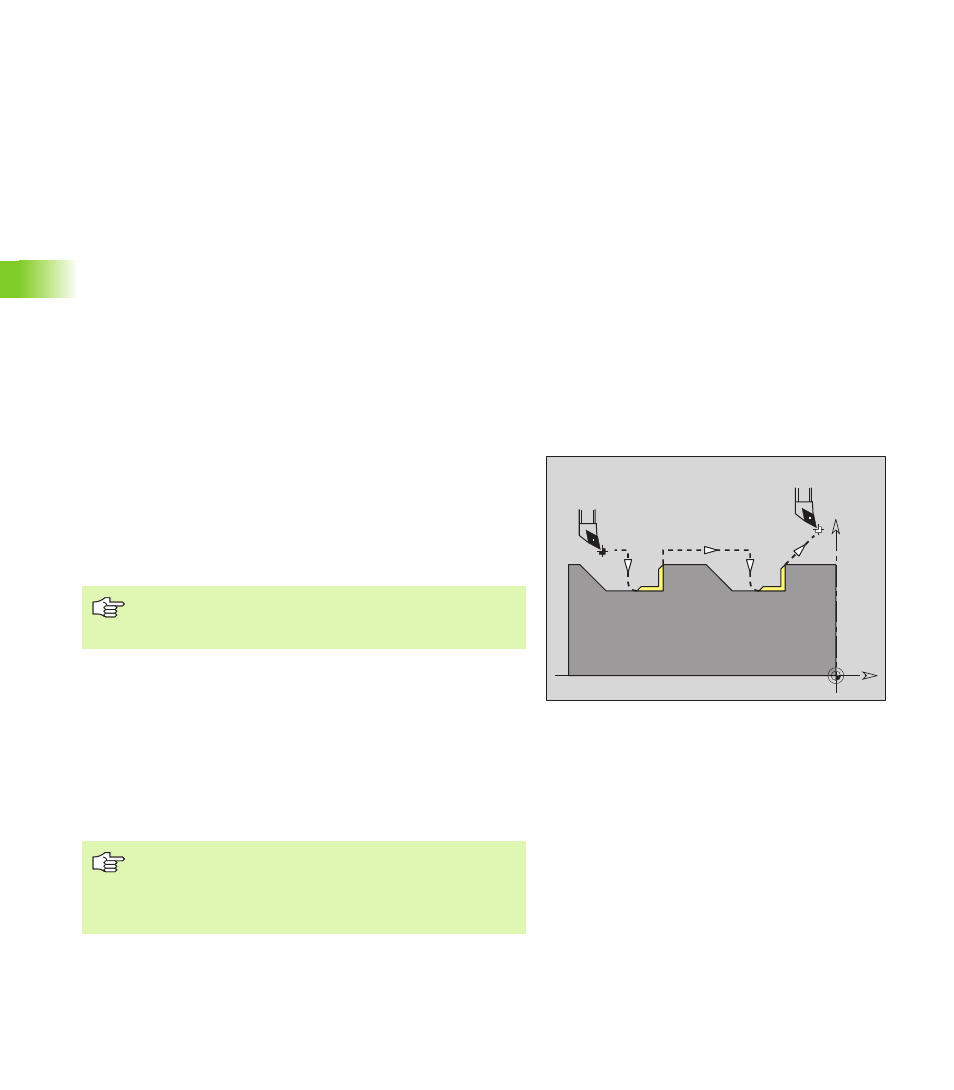
Residual-contour machining: Using the “Residual-contour
machining” function, you can remove residual material from
descending contours (see illustration of “G890 Q4”). Normally a
cutting limit is not necessary.
Hollowing: The IWG machines recess areas determined with the aid
of the “inward copying angle” (recesses: inward copying angle <=
mtw). For Finishing – Hollowing, you should use neutral tools.
For chamfers/rounding arcs, the following applies:
The “Feed/Peak-to-valley” attribute is not programmed: The CNC
PILOT automatically reduces the feed rate. At least “FMUR”
revolutions (machining parameter 5) are performed.
“Feed/Peak-to-valley” attribute programmed: No feed rate
reduction.
There is no feed-rate reduction for chamfers/rounding arcs that, due
to their size, are machined with at least FMUR revolutions
(machining parameter 5).
H
Type of retraction. The tool retracts at 45° in the opposite
direction to the machining direction. The subsequent retraction
path is defined by H:
H=0: Diagonally to retraction position
H=1: First X, then Z direction
H=2: First Z, then X direction
H=3: Backs off at feed rate to the safety clearance
I
Retraction position with H=0, 1, 2
K
Retraction position with H=0, 1, 2
Form element machining: Setting by soft key
The display field shows the form elements to be machined (for
abbreviations see soft key table). The following form elements
are always machined:
C: Chamfer
R: Rounding
PT: Fit
GW: Thread
Parameters
X
Z
G890 Q4
The approach strategy is predefined for remaining-contour
machining and hollowing. The IWG generates the cycle
G890 with “type of approach Q4.”
The value proposed for the retraction position I,K depends
on whether you program “Cycle > Approach:”
If programmed: Position from “Cycle > Approach”
If not programmed: Position of the tool change point