Chucking a workpiece at the spindle, Chucking a workpiece at the tailstock, 13 pr epar ing a mac h ining pr ocess – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 483
HEIDENHAIN CNC PILOT 4290
483
6.13 Pr
epar
ing a Mac
h
ining Pr
ocess
Chucking a workpiece at the spindle
Clamp the workpiece:
U
Select “Prepare > Chucking > Clamp > Spindle side.”
U
Select the type of chuck (drop-down menu). TURN PLUS opens one
of the following dialog boxes:
Two-jaw chuck
Three-jaw chuck
Four-jaw chuck
Collet chuck
Without chuck (face driver)
Three-jaw chuck indirect (face driver with jaws)
U
Define the chuck and jaws as well as the clamping form and clamp
range.
U
TURN PLUS displays the selected chucking equipment and depicts
the cutting limit as a red line.
Chucking a workpiece at the tailstock
Clamp the workpiece:
U
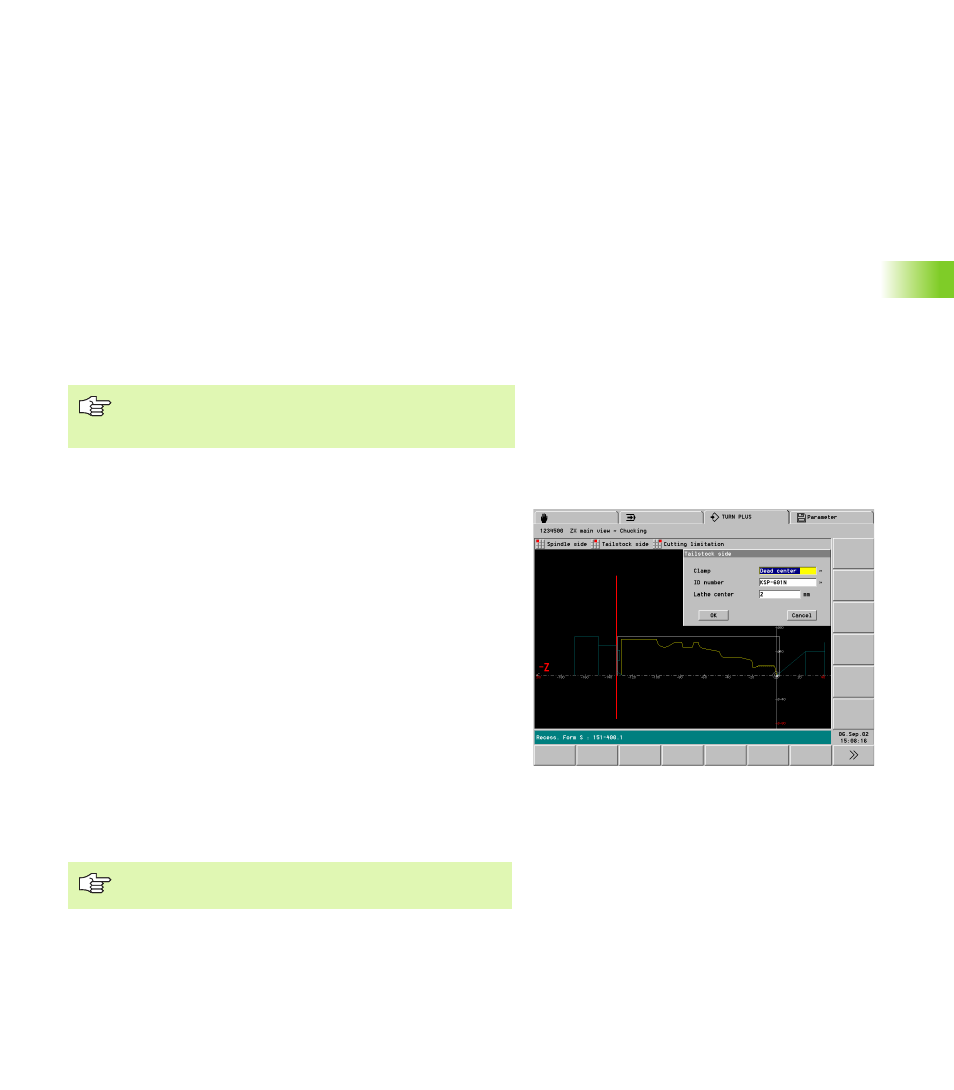
Select “Prepare > Chucking > Clamp > Tailstock side.” TURN PLUS
opens the “Tailstock side” dialog box.
U
Define the chucking equipment at the tailstock.
Select first the type of chuck and the jaw type. TURN PLUS
takes these data into account in the selection of the ID
number of the chuck/jaw.
Parameters
Clamping
Select the chuck type:
Dead center
Lathe center
Centering cone
ID number of the chucking equipment
Lathe center
Depth to which the clamping equipment presses into the
material. TURN PLUS uses this value to position the
chucking equipment graphics.
If you clamp the workpiece at the spindle and the tailstock,
TURN PLUS assumes that a shaft is machined.