6 mac h ining p a ra met e rs – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 592
592
7.
6 Mac
h
ining P
a
ra
met
e
rs
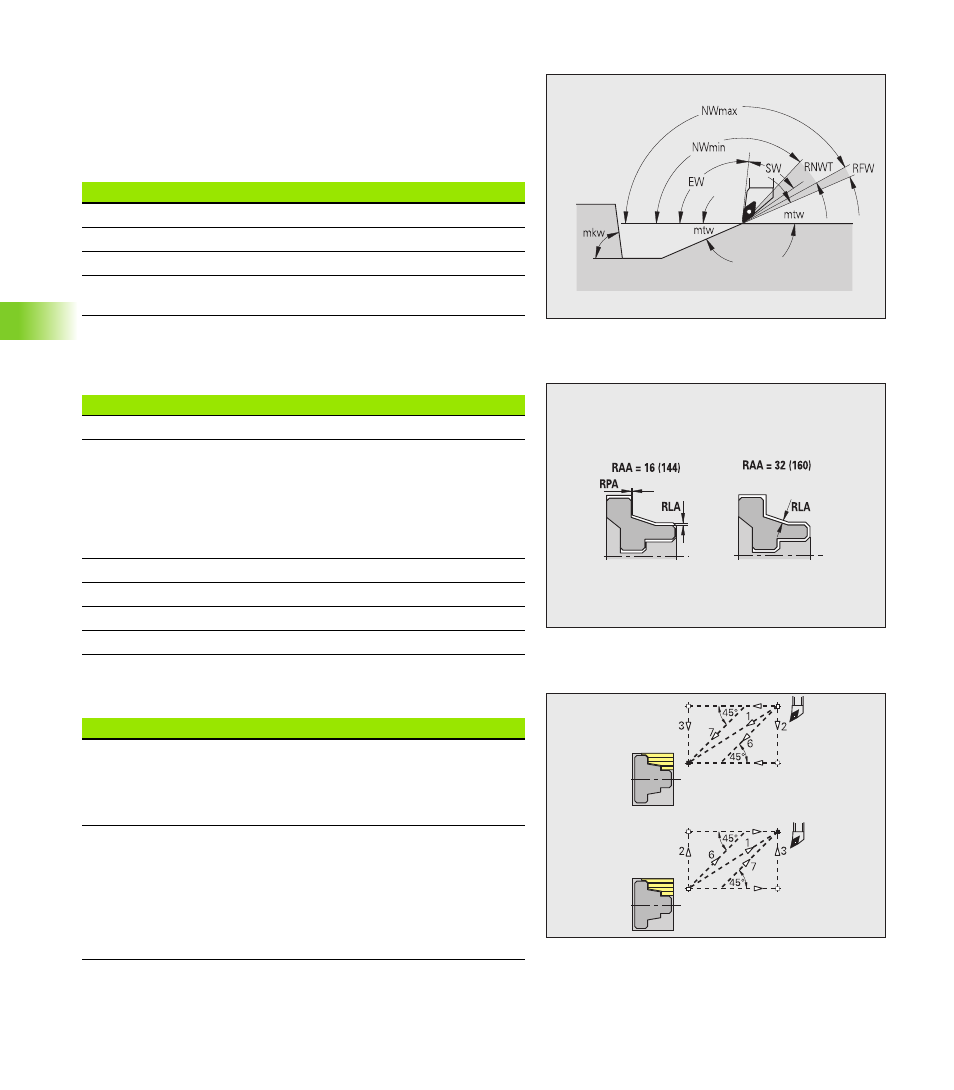
Roughing – Tool tolerances
For tool selection, the following applies:
Tool angle (EW): EW >= mkw (mkw: ascending contour angle)
Tool angle (EW) and point angle (SW): NWmin < (EW+SW) <
NWmax
Adjacent angle (RNWT): RNWT = NWmax – NWmin
Roughing – Oversizes
Roughing – Approach and departure
Approach and departure are in rapid traverse (G0).
Tool tolerances
Adjacent angle tolerance [RNWT]
Tolerance range for secondary cutting edge
Relief cutting angle [RFW]
Minimum angle differential between the contour and
secondary cutting edge
Oversizes
Type of oversize [RAA]
16: Longitudinal and transverse oversizes differ – no single
oversizes
144: Longitudinal and transverse oversizes differ – with
single oversizes
32: Equidistant oversize – no single oversizes
160: Equidistant oversize – with single oversizes
Equidistant or longitudinal [RLA]
Equidistant oversize or longitudinal oversize
None or transverse [RPA]
Transverse oversize
Approach and departure
Approach – external roughing [ANRA]
Approach – internal roughing [ANRI]
Departure – external roughing [ABRA]
Departure – internal roughing [ABRI]
Approach/departure strategy:
1: Move simultaneously in X and Z directions
2: First X, then Z direction
3: First Z, then X direction
6: Coupled motion; X precedes Z direction
7: Coupled motion; Z precedes X direction