2 program head, 2 pr ogr am head 6.2 program head – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 393
HEIDENHAIN CNC PILOT 4290
393
6.2 Pr
ogr
am Head
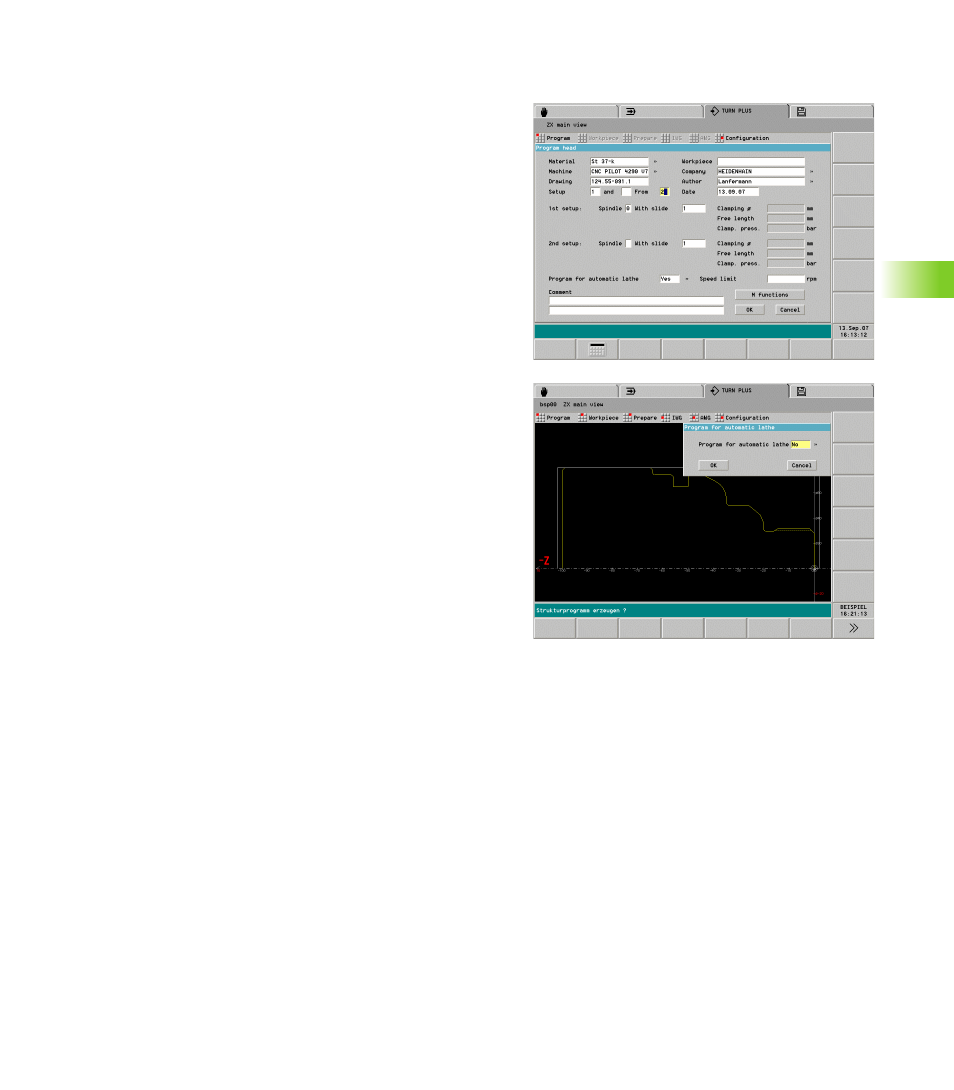
6.2 Program Head
The PROGRAM HEAD comprises:
Material: For determining the cutting values.
Assignment of spindle to slide for 1st setup
Assignment of spindle to slide for 2nd setup: For full-surface
machining, enter the spindle and the slide for machining the setup.
If more than one slide is used, enter the slide numbers one after the
other (for example: “12” = $1 and $2).
Speed limit (SMAX is defined in “Machining parameter 2 – Global
technology parameters”):
No input: SMAX is the speed limit
Input < SMAX: The entered value is the speed limit
Input > SMAX: SMAX is the speed limit
“M functions” button: You can define up to five M functions,
which will be taken into account by TURN PLUS when generating
the NC program:
At the start of machining
After a tool change (T command)
At the end of machining
“Program for automatic lathe” field: When you select “Yes”,
TURN PLUS generates the NC program as a program for an
automatic lathe (prerequisite: the workpiece is full-surface
machined on a machine with opposing spindle). For each machining
operation, an internal subprogram is generated. The main program
contains the general commands and the subprogram calls.
You can also change the setting of the “Program for automatic lathe”
field via a dialog box. To open the dialog box, select “Workpiece >
Program for automatic lathe”.
When you select “Prepare”, TURN PLUS determines the following
data of the program head (see “Chucking a workpiece at the spindle”
on page 483):
Clamping diameter
Free length
Clamping pressure
The other fields contain organizational information and set-up
information, which do not influence the machining process.
Information contained in the program head is preceded by # in the DIN
program.