Controlled parting using lag error monitoring g917 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 291
HEIDENHAIN CNC PILOT 4290
291
4.28 Assignment, S
y
nc
hr
onization, W
o
rk
piece T
ransf
er
Controlled parting using lag error monitoring
G917
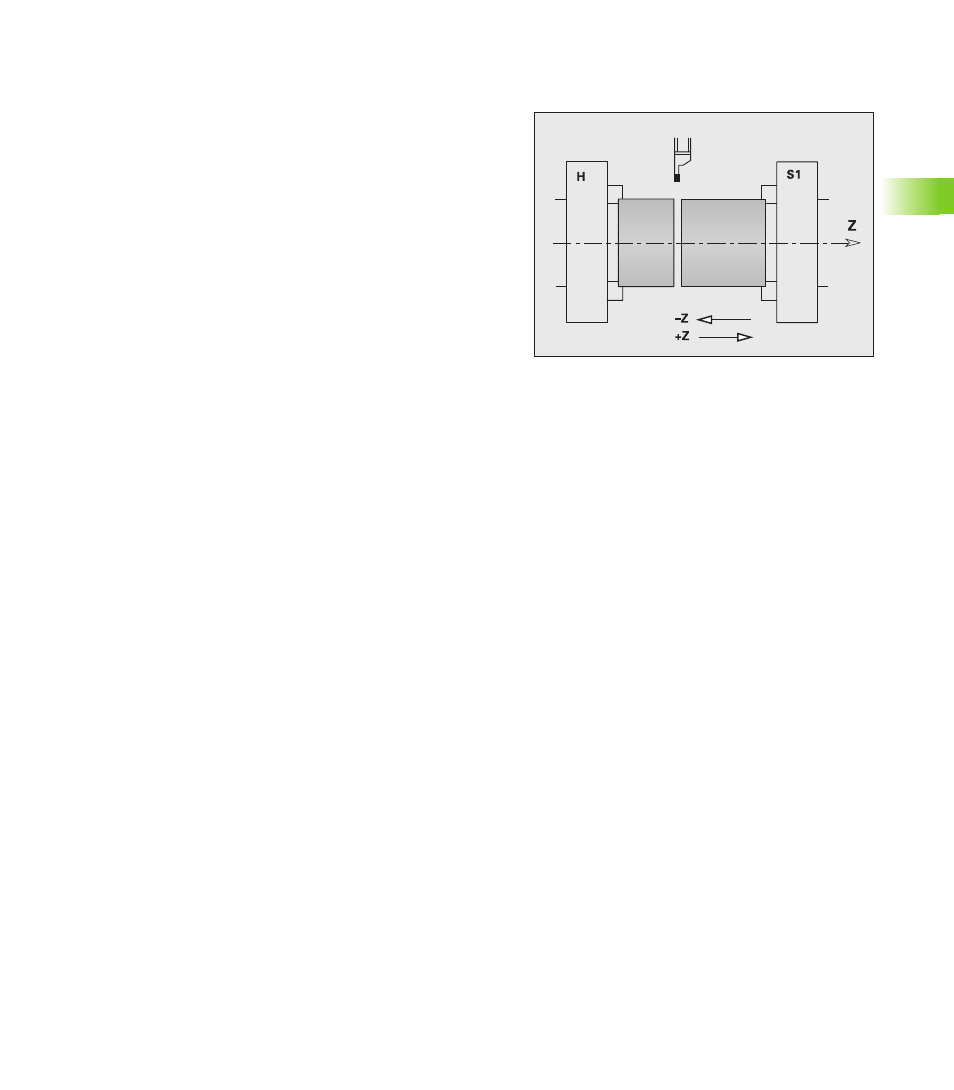
G917 monitors the path of traverse. The controlled parting function
(cut-off control) prevents collisions caused by incomplete parting
processes.
Application
Parting control Move the workpiece in the positive Z direction after
it has been cut off. If a lag error occurs, the workpiece is defined as
no cut-off.
Smooth parting control: Move the workpiece in the negative Z
direction after it has been cut off. If a lag error occurs, the workpiece
is defined as no correct cut-off.
In MP 1115, 1165, .. you specify:
Lag error limit
Feed rate of the monitored path of traverse
Process of controlled parting:
1
Part the workpiece
2
Activate the monitoring function for the path of traverse with G917
3
Move the workpiece with G1 after it has been cut off
4
The CNC PILOT checks the lag error and stores the result in
variable V300
5
Evaluate variable V300
Test results
G917 produces satisfactory results provided that:
Rough chuck jaws rotate up to 3000 rpm
Smooth chuck jaws rotate up to 2000 rpm
Clamping pressure > 10 bars