36 subprograms, Subprogram call: l"xx" v1 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 327
HEIDENHAIN CNC PILOT 4290
327
4.36 Subpr
ogr
a
ms
4.36 Subprograms
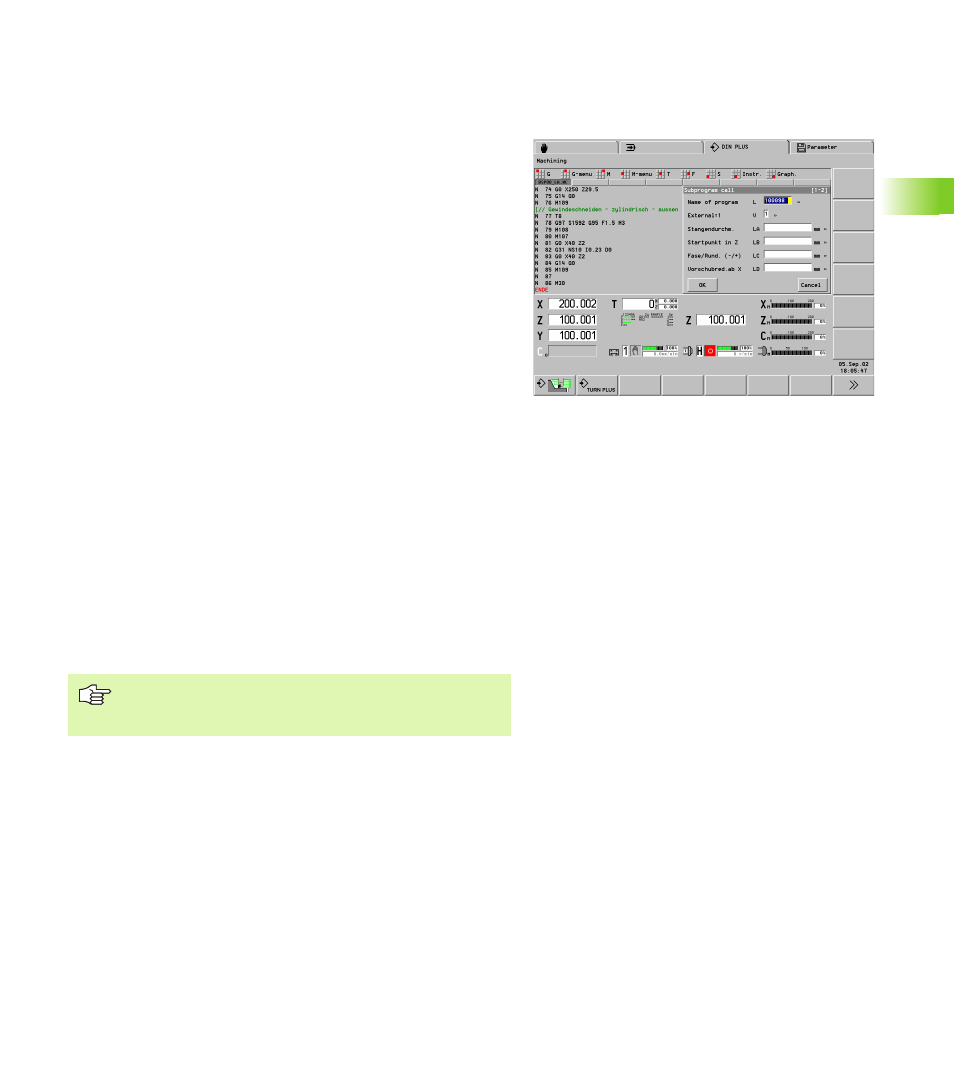
Subprogram call: L"xx" V1
The subprogram contains the following elements:
L: Identifying letter for subprogram call
"xx": Name of the subprogram – file name for external subprograms
(max. 8 letters or numbers)
V1: Identification code for external subprograms—omitted for local
subprograms
Note on using subprograms:
External subprograms are defined in a separate file. They are called
from any main program, other subprograms, or from TURN PLUS.
Local subprograms are in the main program file. They can be called
only from the main program.
Subprograms can be nested up to 6 times. Nesting means that
another subprogram is called from within a subprogram.
Recursion should be avoided.
You can add up to 20 transfer values to a subprogram.
Designations: LA to LF, LH, I, J, K, O, P, R, S, U, W, X, Y, Z
The identification code within the subprogram is: #__.., followed
by the parameter designation in lowercase letters (for example:
#__la).
Use the transfer values when programming with variables within
the subprogram.
The variables #256 – #285 are available in every subprogram as local
variables.
If a subprogram is to be executed repeatedly, define in the number
repeats Q parameter the number of times the subprogram is to be
repeated.
A subprogram ends with RETURN.
The parameter LN is reserved for the transfer of block
numbers. This parameter may receive a new value when
the NC program is renumbered.