Rockwell Automation IASIMP Computer Numerical Control (CNC) Machining Accelerator Toolkit Quick Start User Manual
Page 183
Rockwell Automation Publication IASIMP-QS034A-EN-P - October 2012
183
FactoryTalk View ME Configuration
Chapter 5
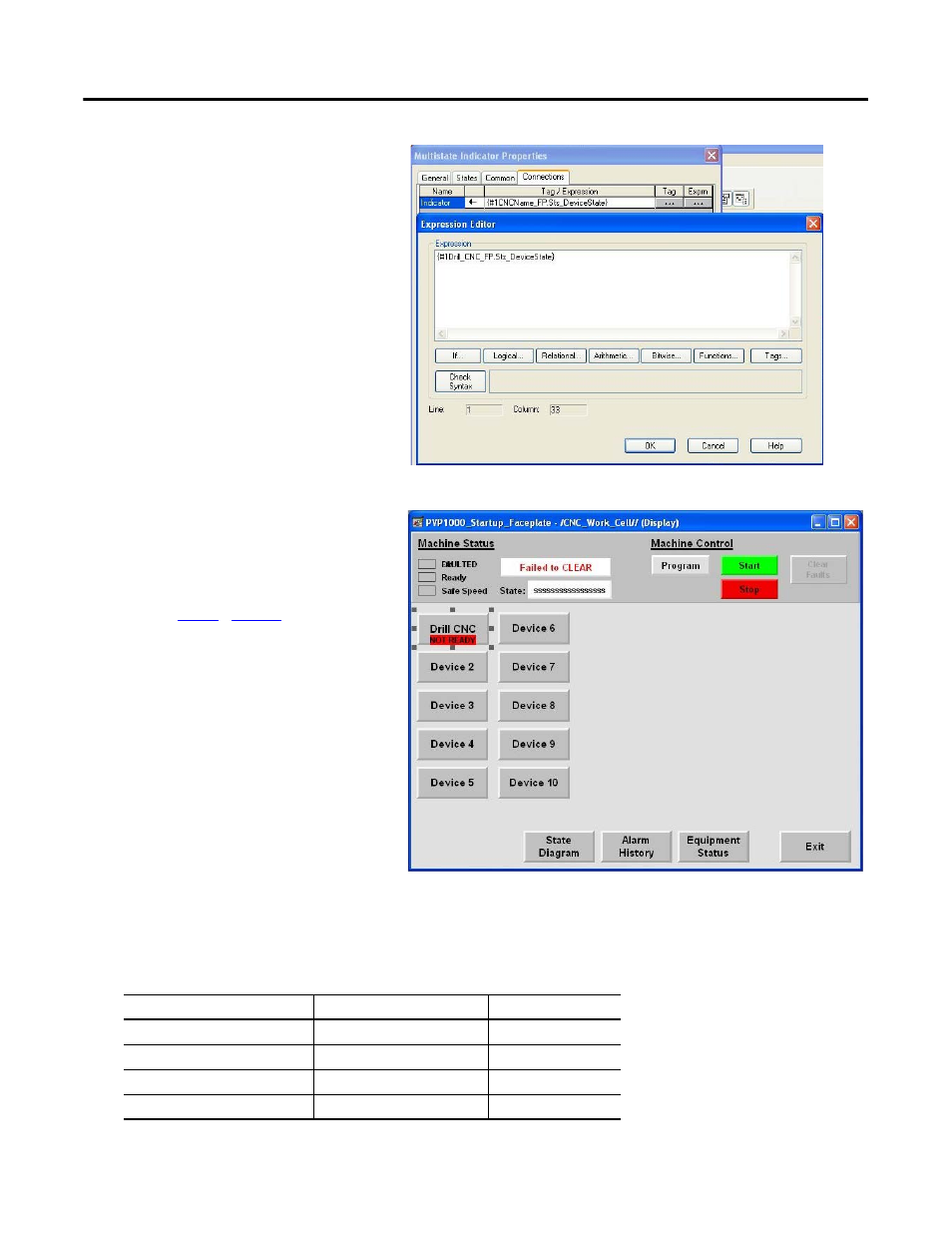
12.
Create the expression as shown.
Replace CNCName_FP with the
actual name of the CNC as defined in
your PLC program for the CNC that
this Goto display button represents.
For the CNC Work Cell application
example, the first CNC is the Drilling
CNC, so the CNCName_FP was
replaced with Drill_CNC_FP.
This expression gets the state of the
CNC, and displays it directly on the
Goto button, causing the caption to
blink when a fault code is present on
the module, for example.
13.
Click OK to save the properties.
The display updates with button
changes. For the CNC Work Cell
application example, Device 1 Goto
Button displays as Drill CNC.
14.
Goto display button that you require.
For the CNC Work Cell application example, two of the special Goto buttons were used for the CNCs.
For the two Gantry X and Y buttons, the default Goto buttons are used. The following table describes how
the Goto buttons are configured.
Device Goto Display Button
Display Setting
Parameter Setting
Drill CNC
Fanuc_CNC_Faceplate
Drill_CNC
Machine CNC
Fanuc_CNC_Faceplate
Machine_CNC
Gantry X
CIPMotion_Faceplate
Gantry_X_Axis
Gantry Y
CIPMotion_Faceplate
Gantry_Y_Axis