Datum shift with datum tables (g53) -45, Datum shift with datum tables (g53) – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 265
8-45
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
Fig. 8.48:
Similar datum shifts
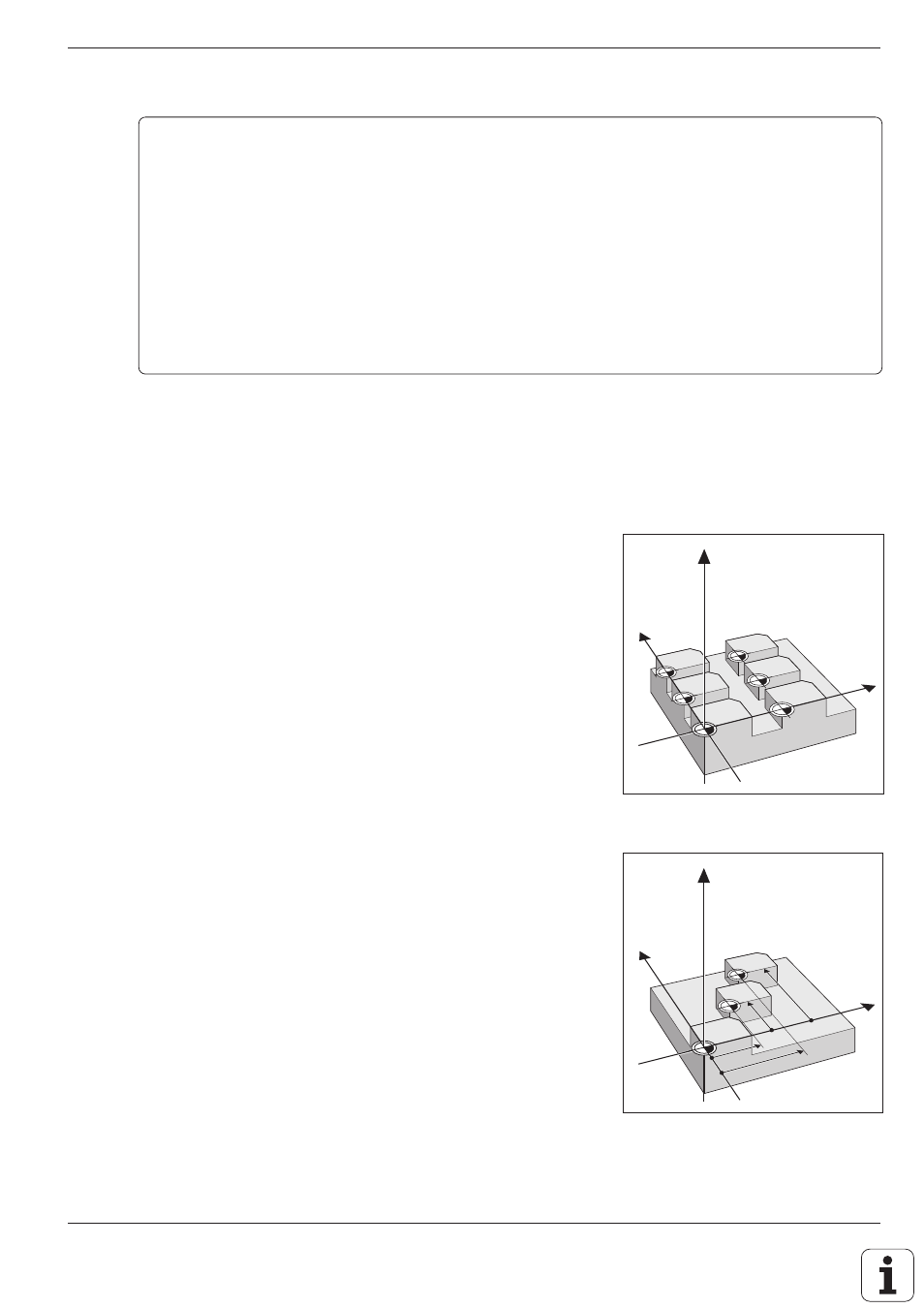
Fig. 8.49:
Only absolute datum shifts are
possible from a datum table
N
0
N
2
N
4
Y
X
Z
N
1
N
3
N
5
Y
X
Z
X
Y
1
X 2
2
Y 1
N
0
N
1
N
2
Subprogram
N110 G98 L1 *
N120 X–10 Y–10 M03 *
N130 Z+2 *
N140 G01 Z–5 F200 *
N150 G41 X+0 Y+0 *
N160 Y+20 *
N170 X+25 *
N180 X+30 Y+15 *
N190 Y+0 *
N200 X+0 *
N210 G40 X–10 Y–10 *
N220 G00 Z+2 *
N230 G98 L0 *
Depending on the transformations, the subprogram is added to the
program at the following positions (NC blocks):
LBL 1
LBL 0
Datum shift
block N110
block N230
Mirror image, rotation, scaling
block N130
block N250
DATUM SHIFT with datum tables (G53)
Application
Datum tables are applied for
• frequently repeating machining sequences at various locations on the
workpiece
• frequent use of the same datum shift
The datum points from datum tables are only effective with absolute
coordinate values.
Within a program, datum points can either be programmed directly in the
cycle definition or called from a datum table.
Input
Enter the number of the datum from the datum table or a Q parameter
number. If you enter a Q parameter number, the TNC activates the datum
number found in the Q parameter.
Cancellation
• Call a datum shift to the coordinates X = 0; Y = 0, etc., from a datum
table.
• Execute the datum shift directly via cycle definition (see also page