G25: corner rounding -26, Corner rounding with radius r – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 159
TNC 426/TNC 425/TNC 415 B/TNC 407
5 - 2 6
5
Programming Tool Movements
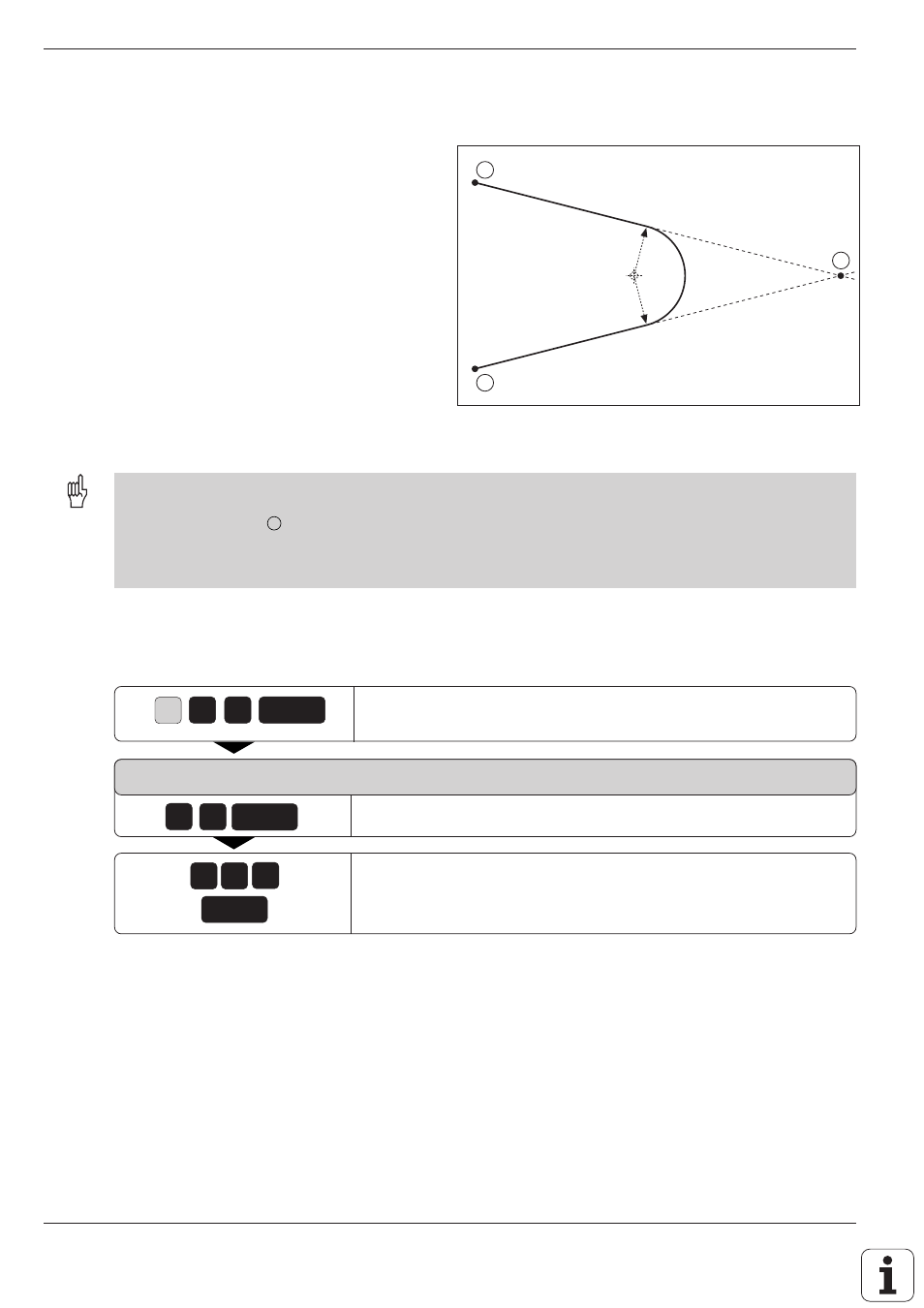
Fig. 5.35:
Rounding radius R between G1 and G2
Path Contours – Cartesian Coordinates
2
G1
G2
1
R
R
E
5
2
G
ENT
G25: Corner rounding
The tool moves in an arc that is tangentially
connected to both the preceding and following
contour elements.
G25 is used to round corners.
Input
• Radius of the arc
• Feed rate for the arc
Prerequisite
The rounding radius must be large enough to
accommodate the tool.
•
In both the preceding and subsequent positioning blocks, both coordinates must lie in the plane of the arc.
•
The corner point
E
is not part of the contour.
•
A feed rate programmed in a G25 block is effective only in that block. After the G25 block, the previous feed
rate becomes effective again.
To program a tangential arc between two contour elements:
Select the corner-rounding function.
ROUNDING-OFF RADIUS
Enter the rounding radius, for example R = 10 mm.
Enter the feed rate for corner rounding, for example F = 100 mm/min.
Resulting NC block: G25 R 10 F 100
0
ENT
1
0
0
1
ENT