7 programming with q parameters – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 191
TNC 426/TNC 425/TNC 415 B/TNC 407
7 - 2
7
Programming with Q Parameters
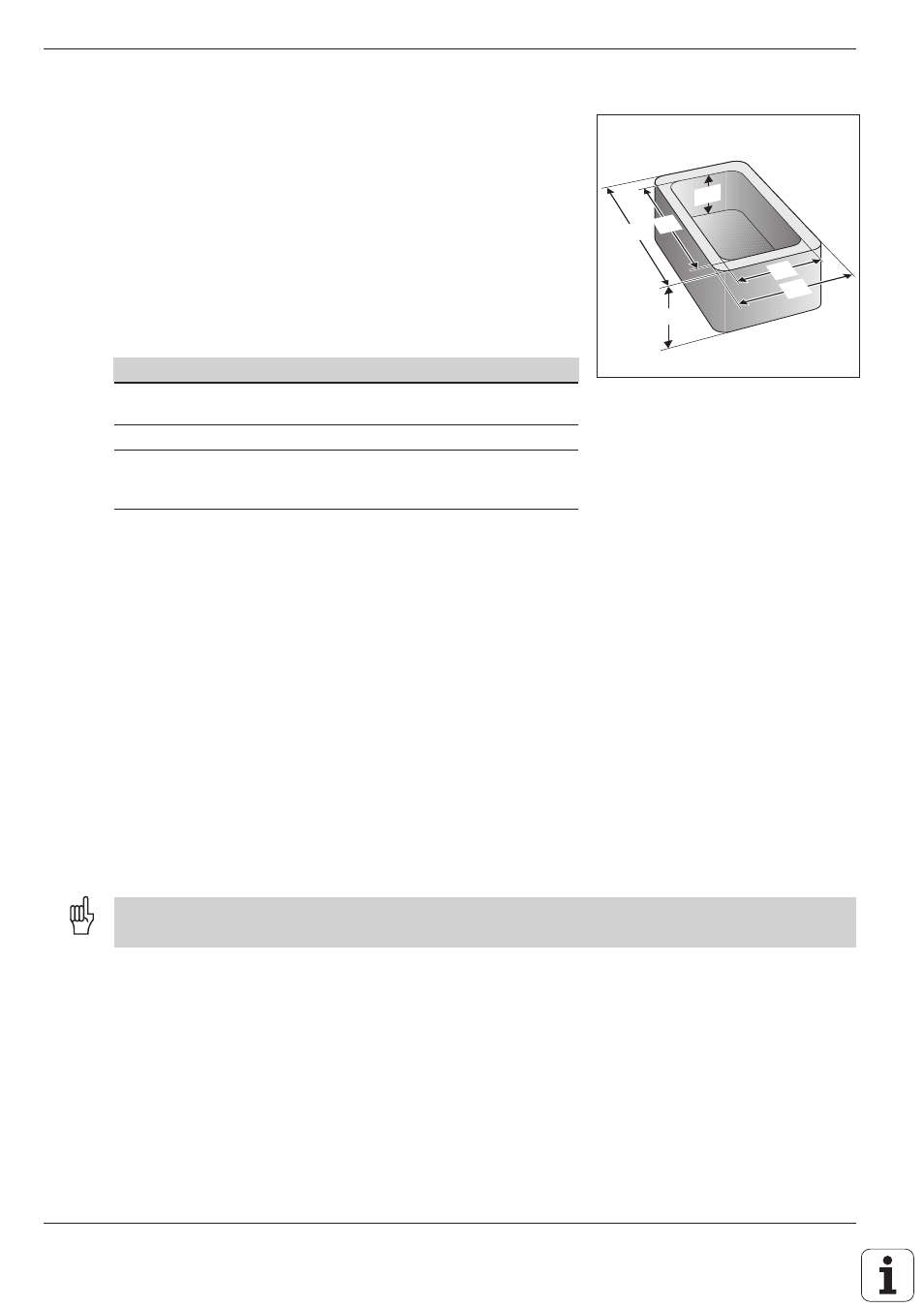
Fig. 7.1: Q parameters as variables
Q4
Q2
Q3
Q1
Q5
Q6
7 Programming with Q Parameters
Q Parameters are used for:
• Programming families of parts
• Defining contours through mathematical functions
An entire family of parts can be programmed on the TNC with a single
part program. You do this by entering variables called
Q parameters
instead of fixed numerical values.
Q parameters are designated by the letter Q and a number between 0 and
299.
Meaning
Range
Freely applicable parameters, locally effective
(depending on MP7251)
Q0 to Q99
Parameters for special functions of the TNC
Q100 to Q199
Additional parameters, only available on TNC 426:
Parameters that are primarily used for cycles,
globally effective
Q200 to Q299
Q parameters can represent information such as:
• coordinate values
• feed rates
• rpm
• cycle data
Q parameters also enable you to program contours that are defined
through mathematical functions.
In addition, you can use Q parameters to make the execution of machining
steps depend on certain logical conditions.
You can mix Q parameters and fixed numerical values within a pro-
gram.
Q parameters can be assigned numerical values between –99999.9999
and +99999.9999.
You can enter the individual Q parameter functions either blockwise (see
pages 7-3 to 7-12) or together in a formula through the ASCII keyboard
(see pages 7-20 to 7-22).
Certain Q parameters are always assigned the same data by the TNC. For example, Q108 is always assigned the
current tool radius. A list of these parameters can be found in Chapter 11.