Programming examples -25, 9 programming examples – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 214
7-25
TNC 426/TNC 425/TNC 415 B/TNC 407
7
Programming with Q Parameters
7.9 Programming Examples
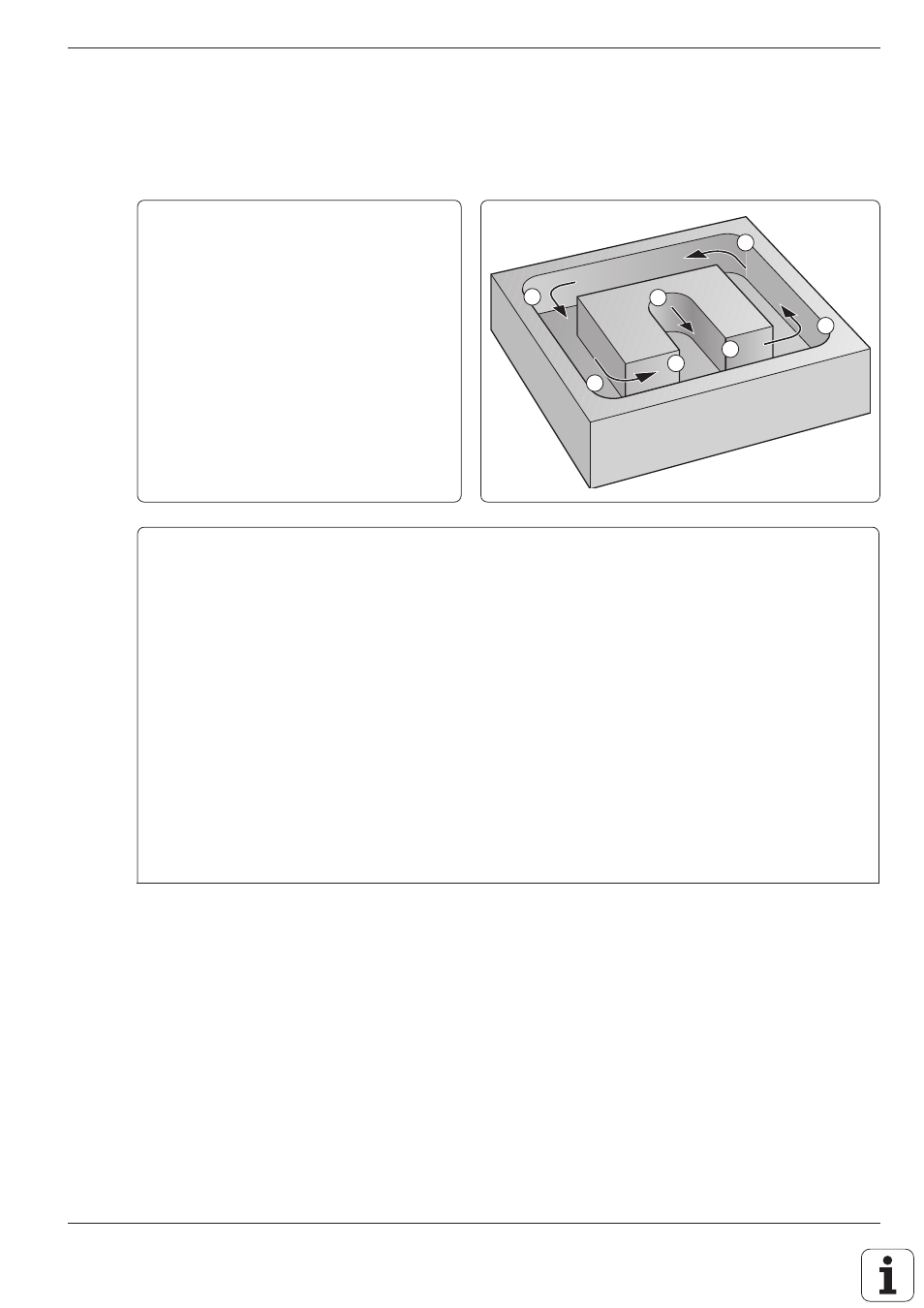
Rectangular pocket with island, corner rounding and tangential approach
Pocket center
coordinates:
X
=
50 mm (Q1)
Y
=
50 mm (Q2)
Pocket length
X
=
90 mm (Q3)
Pocket width
Y
=
70 mm (Q4)
Working depth
Z
=
(–)15 mm (–Q5)
Corner radius
R
=
10 mm (Q6)
Milling feed rate
F
= 200 mm/min (Q7)
17
21
23
25
27
29
19
Part program
%S77I G71 * .............................................................. Start of program
N10 D00 Q1 P01 +50 *
N20 D00 Q2 P01 +50 *
N30 D00 Q3 P01 +90 * .............................................. Assign pocket data to the Q parameters
N40 D00 Q4 P01 +70 *
N50 D00 Q5 P01 +15 *
N60 D00 Q6 P01 +10 *
N70 D00 Q7 P01 +200 *
N80 G30 G17 X+0 Y+0 Z–20 * ................................... Define workpiece blank
N90 G31 X+100 Y+100 Z+0 *
N100 G99 T1 L+0 R+5 * ............................................ Define tool
N110 T1 G17 S1000 * ................................................ Call tool
N120 G00 G40 G90 Z+100 M06 * ............................. Retract and insert tool
N130 D04 Q13 P01 +Q3 P02 +2 * ............................. The length of the pocket is halved for the path of traverse in
block N200
N140 D04 Q14 P01 +Q4 P02 +2 * ............................. The width of the pocket is halved for the paths of traverse in
blocks N220, N300
N150 D04 Q16 P01 +Q6 P02 +4 * ............................. Rounding radius for tangential approach
N160 D04 Q17 P01 +Q7 P02 +2 * ............................. Feed rate at corners is half the feed rate for linear traverse
Continued on next page...