Rough-out (g122) -34 floor finishing (g123) -34, Ab d c – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 254
8-34
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
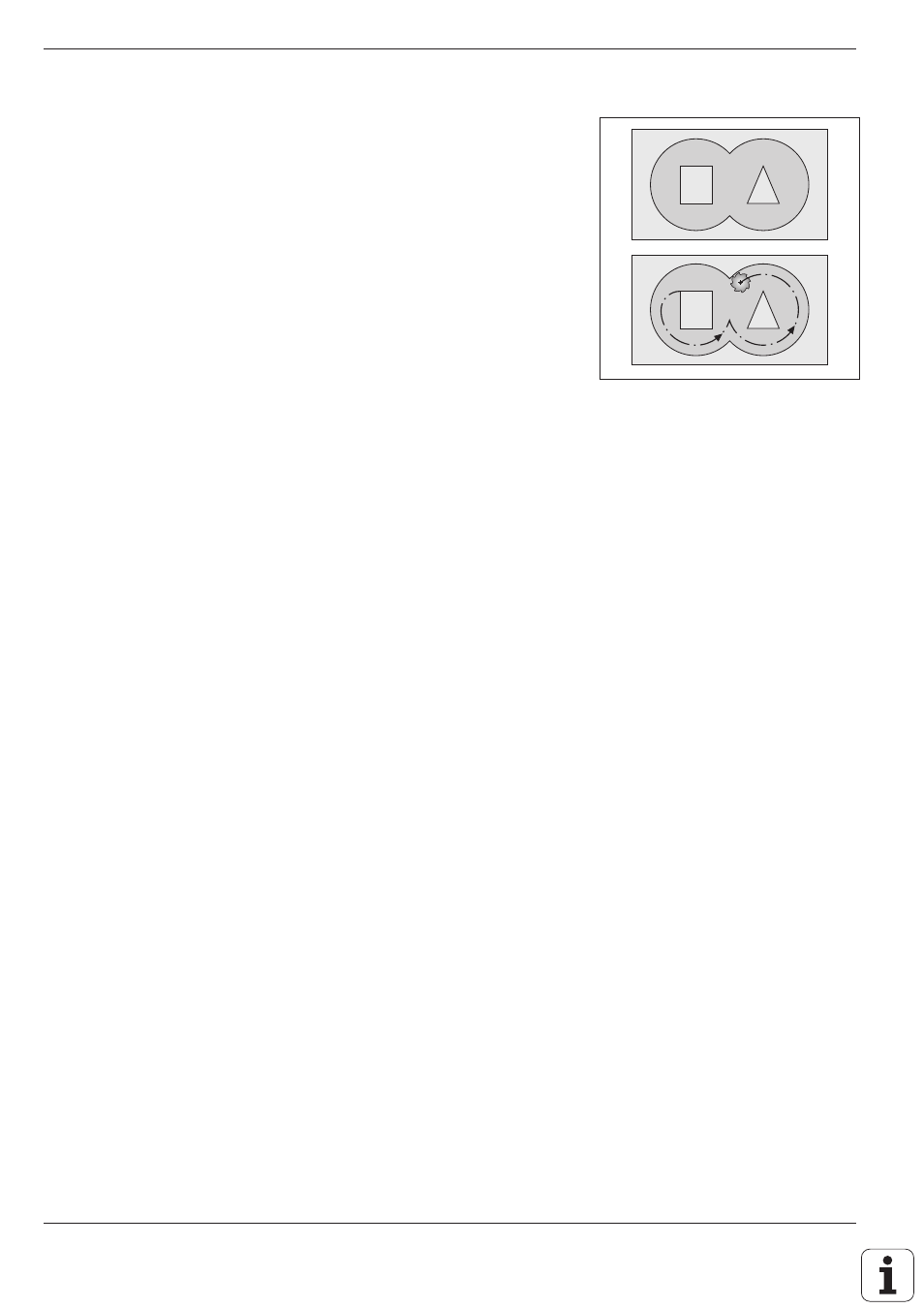
Fig. 8.40: Cutter path for ROUGH-OUT.
A
and
B
are pockets,
C
and
D
are
islands
A
B
D
C
ROUGH-OUT (G122)
Sequence
• The control positions the tool over the cutter
infeed point
• The ALLOWANCE FOR SIDE is taken into
account.
• After reaching the first pecking depth, the tool
mills the contour in an outward direction at the
programmed feed rate Q12.
• First the island contours (
C and D in figure 8.40)
are rough-milled until the pocket contour
(A, B) is
approached.
• Then the pocket contour is rough-milled and the
tool is retracted to the CLEARANCE HEIGHT.
Input data
• PECKING DEPTH Q10
Dimension by which the tool is plunged in each infeed
(negative sign for negative direction)
• FEED RATE FOR PECKING Q11
Traversing speed of the tool in mm/min during penetration
• FEED RATE FOR MILLING Q12
Traversing speed of the tool in mm/min while milling
Required tool
The cycle requires a center-cut end mill (ISO 1641).
FLOOR FINISHING (G123)
Sequence
Cycle G123 FLOOR FINISHING functions similar to Cycle G122 ROUGH-
OUT. The tool approaches the machining plane in a vertically tangential
arc.
Input data
• FEED RATE FOR PECKING Q11
Traversing speed of the tool during penetration
• FEED RATE FOR MILLING Q12
Traversing speed of the tool in the machining plane