Pilot drilling (g121) -33 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 253
8-33
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
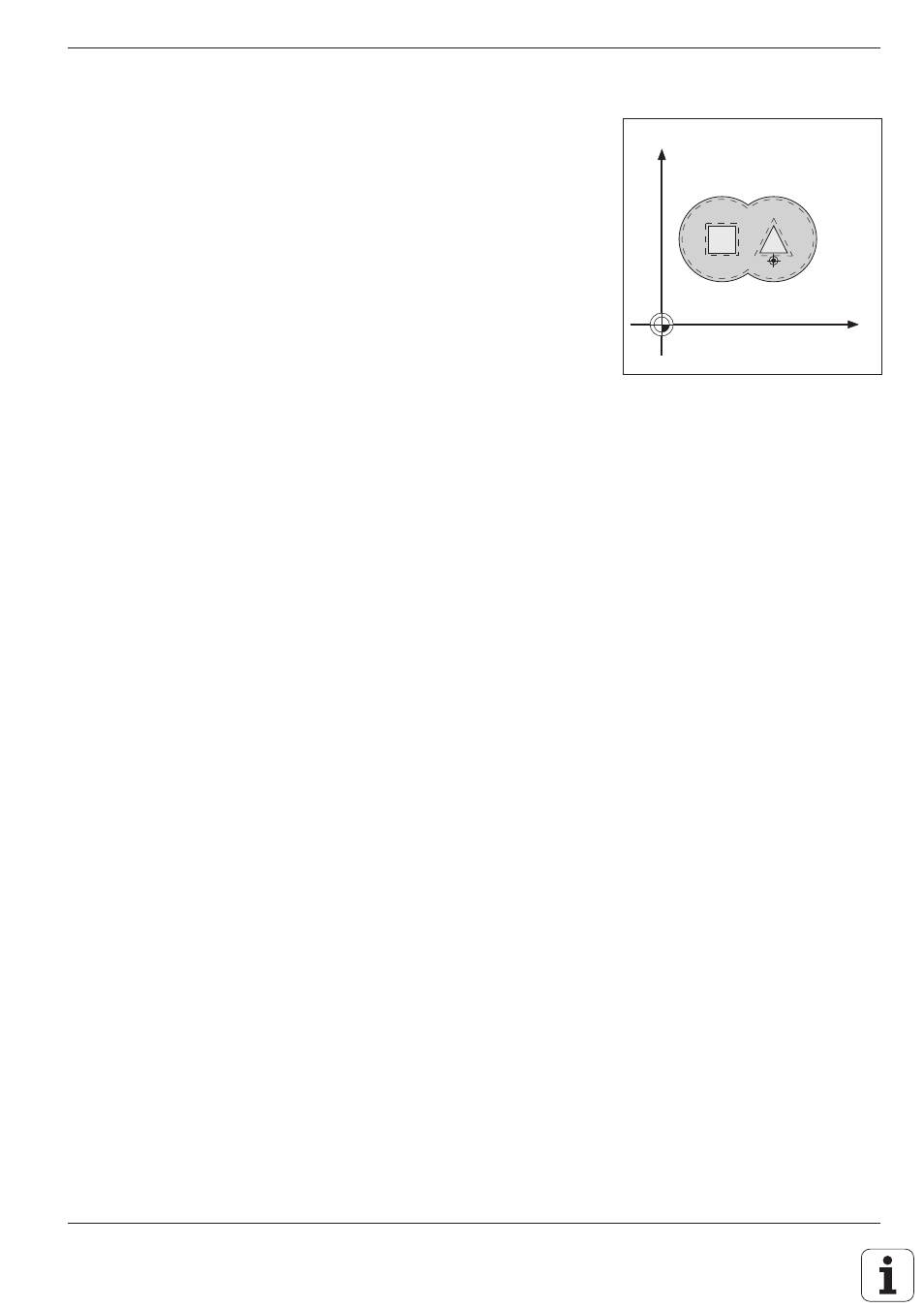
Fig. 8.39:
Possible infeed point for
PILOT DRILLING
Y
X
PILOT DRILLING (G121)
Application
Cycle G121 is for PILOT DRILLING of the cutter infeed points. It accounts
for the ALLOWANCE FOR SIDE and the ALLOWANCE FOR FLOOR as
well as the radius of the rough-out tool. The cutter infeed points also serve
as starting points for milling.
Sequence
Same as Cycle G83 PECKING.
Input data
• PECKING DEPTH Q10
Dimension by which the tool drills in each infeed
(negative sign for negative direction)
• FEED RATE FOR PECKING Q11
Traversing speed of the tool in mm/min during drilling
• ROUGH-OUT TOOL NUMBER Q13
Tool number of the roughing mill
See also other documents in the category HEIDENHAIN Equipment:
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)