Circle center i, j, k -16, I, j, k, I,j,k generates no movement – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 149
TNC 426/TNC 425/TNC 415 B/TNC 407
5 - 1 6
5
Programming Tool Movements
Path Contours – Cartesian Coordinates
Y
X
J
I
Fig. 5.22:
Defining the spindle axis also defines the main plane and the
circle center designation
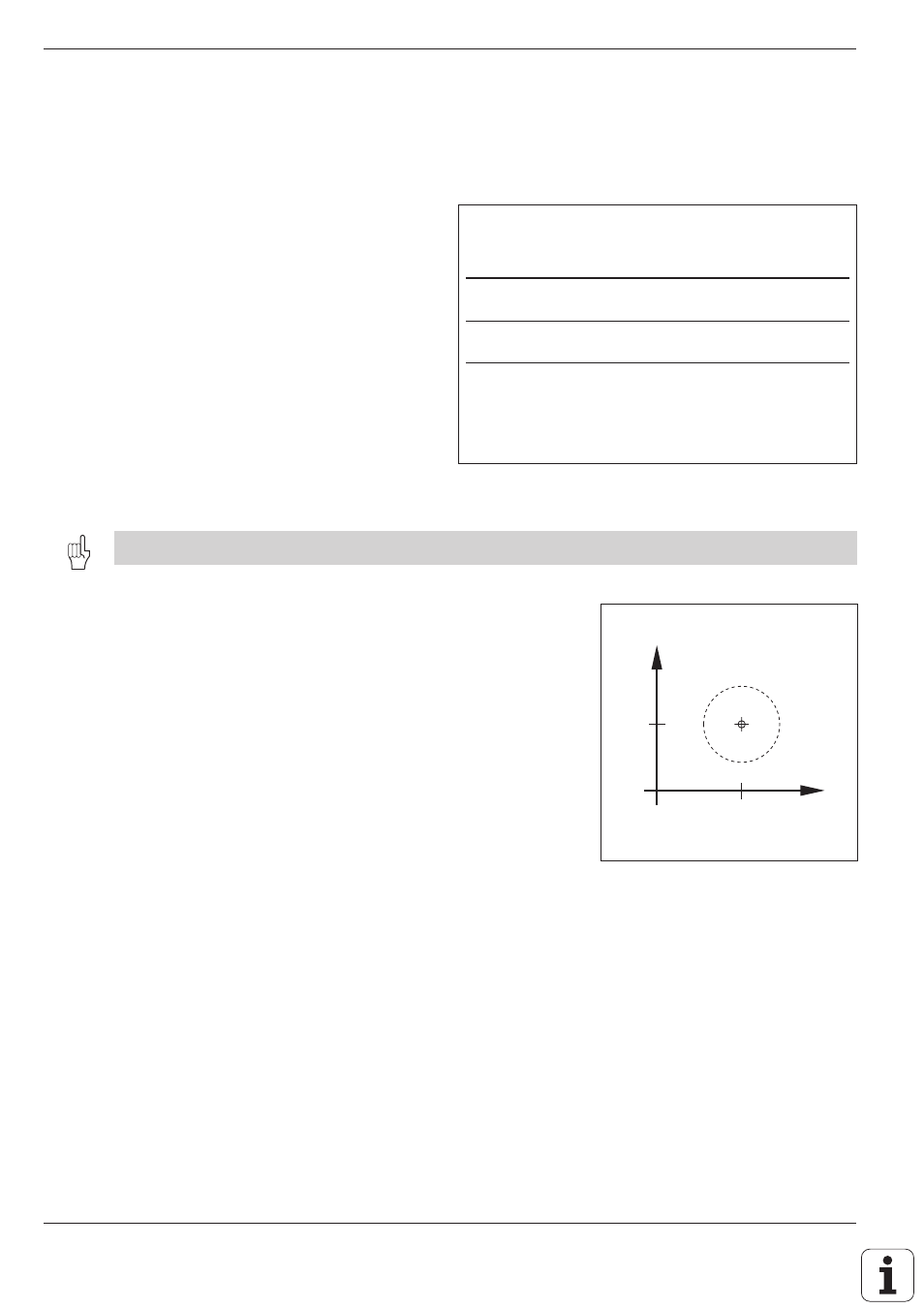
Fig. 5.23:
Circle center I, J
Spindle axis
Main plane
Circle center
Z
XY G17
I J
(UV, XV, UY)
Y
ZX G18
K I
(WU, ZU, WX)
X
YZ G19
J K
(VW, YW, VZ)
Radius compensation in circular paths
You cannot begin radius compensation in a circle block – it must be
activated beforehand in a line block.
Circles in the main planes
When you program a circle, the TNC assigns it to
one of the main planes. This plane is automatically
defined when you set the spindle axis during a tool
call (T).
Circle center I, J, K
For arcs programmed with G02/G03/G05, it is necessary to define the
circle center. This is done in the following ways:
• Entering the Cartesian coordinates of the circle center
• Using the circle center defined in an earlier block
• Capturing the actual position
If G29 is programmed, the last programmed position is automatically used
as the circle center or pole.
Duration of circle center definition
A circle center definition remains in effect until a new circle center is
defined.