HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 135
TNC 426/TNC 425/TNC 415 B/TNC 407
5 - 2
5
Programming Tool Movements
5.1 General Information on Programming Tool Movements
Tool movements are always programmed as
if the tool moves and the workpiece remains
stationary.
Before running a part program, always pre-position the tool to prevent the possibility of damaging it or the
workpiece. Radius compensation and a path function must remain active.
Example NC block: N30 G00 G40 G90 Z+100 *
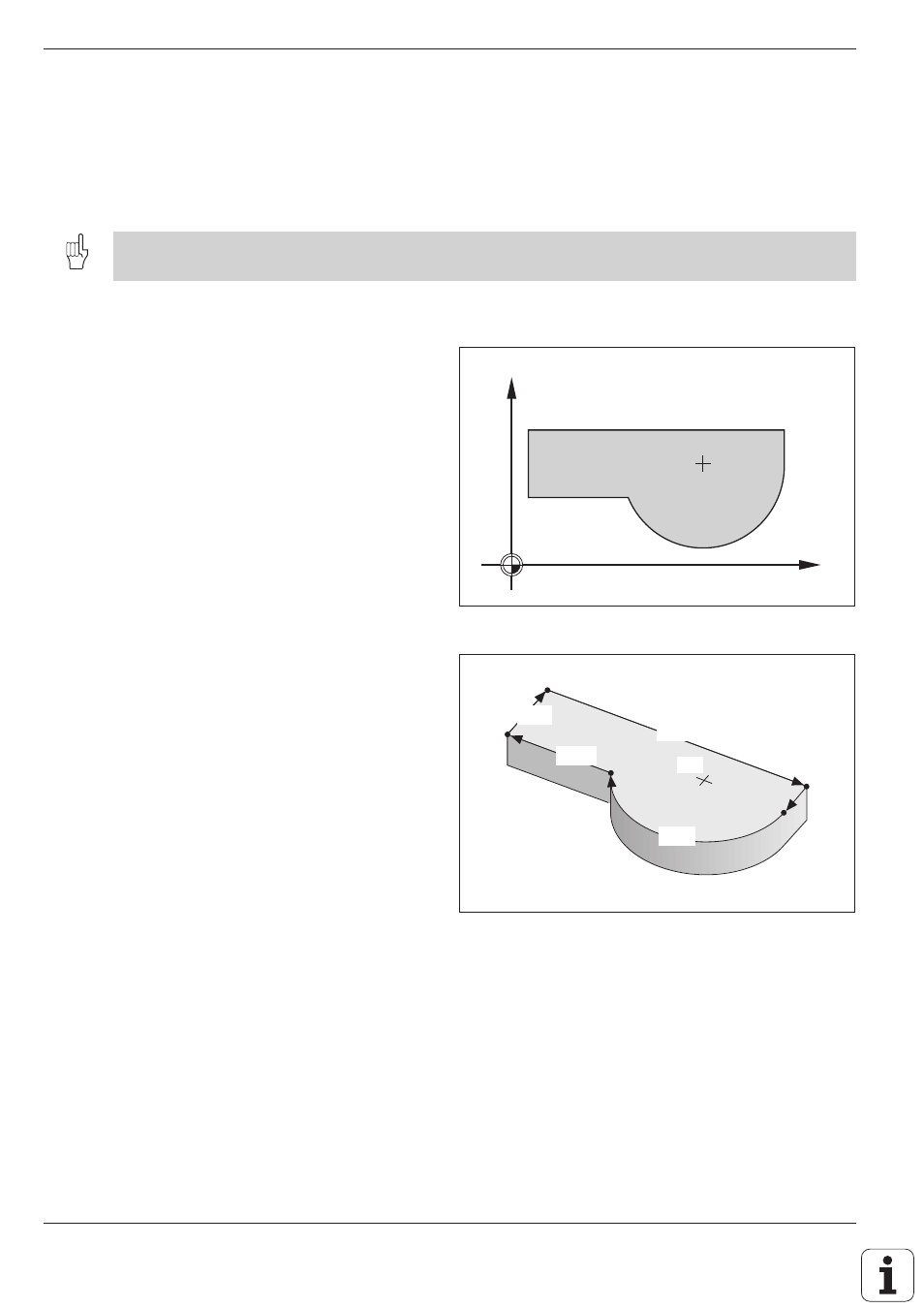
Path functions
Each element of the workpiece contour is entered
separately using path functions.
You enter:
• Straight lines
• Circular arcs
You can also program a combination of the two
contour elements (helical paths).
The contour elements are executed in sequence to
machine the programmed contour.
Fig. 5.1: A contour consists of straight lines and circular arcs
X
Y
Fig. 5.2: Contour elements are programmed and executed in sequence
G 01
G01
I, J
G02
G01
G01
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)