Yx z – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 230
8-10
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
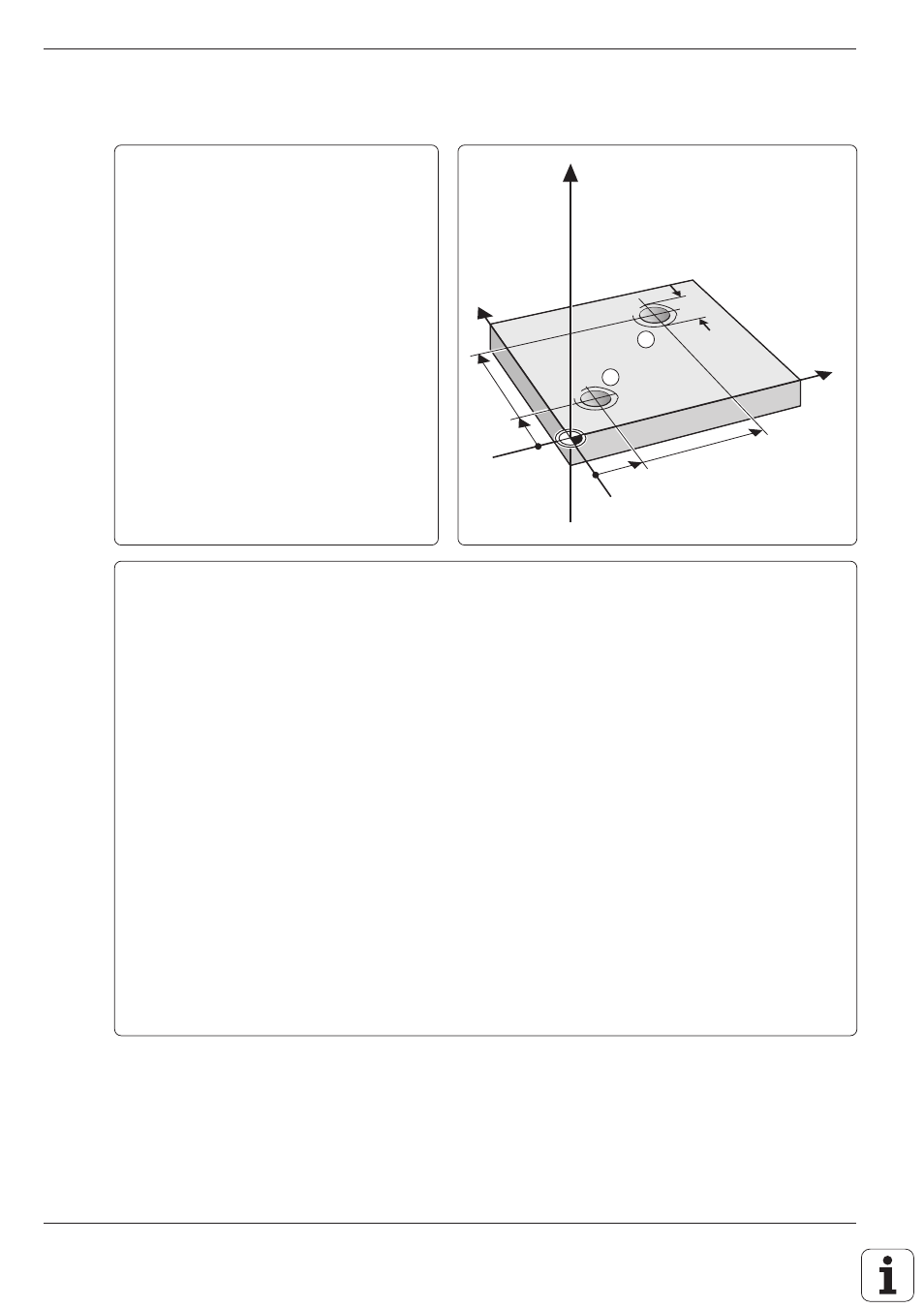
Example: Thread cutting with a threading tool
Cutting M12 threads into through holes
in an upward movement
Coordinates of the threaded holes:
X
= 20
mm
Y
= 20
mm
X
= 70
mm
Y
= 70
mm
Workpiece thickness:
20
mm
Thread pitch p:
1.75
mm
Spindle speed:
100
rpm
Setup clearance at top:
5
mm
Setup clearance at bottom:
5
mm
THREAD CUTTING cycle in a part program
%C18 G71 *
N10
G30 G17 X+0 Y+0 Z–20*
N20
G31 G90 X+100 Y+100 Z+0*
N30
G99 T1 L+0 R+6*
N40
T1 G17 S100*
N50
G00 G40 G90 Z+50*
N60
G86 P01 +30 P02 –1.75* ................................. Threading depth 30 mm, positive direction; thread pitch 1.75
mm, negative because of upward working direction
N70
X+20 Y+20* ...................................................... Approach 1st hole in the X/Y plane
N80
L1,0* ................................................................. Call subprogram
N90
X+70 Y+70* ...................................................... Approach 2nd hole in the X/Y plane
N100 L1,0* ................................................................. Call subprogram
N110 G00 Z+100 M2* ............................................... End of main program
N120 G98 L1*
N130 G36 S0* ............................................................ Orient spindle to 0° (makes it possible to cut repeatedly )
N140 G00 G40 G91 X–2* .......................................... Tool offset in the plane to prevent collision during tool infeed
(dependent on core diameter)
N150 G00 G90 Z+5* .................................................. Pre-position in the tool axis at rapid traverse to setup
clearance above workpiece surface
N160 G01 Z–30 F 1000* ........................................... Pre-position in the tool axis at rapid traverse to bottom
starting position
N170 G91 X+2* ......................................................... Reset the tool in the plane to hole center
N180 G79* ................................................................. Cycle call
N190 G98 L0* ............................................................ End of subprogram
N99999 %C18 G71*
70
20
70
20
Y
X
Z
M12
2
1