Xy z, Yx z – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 264
8-44
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
X
Y
Z
25
30
40
20
60
15
1
2
30
25
20
15
Y
X
Z
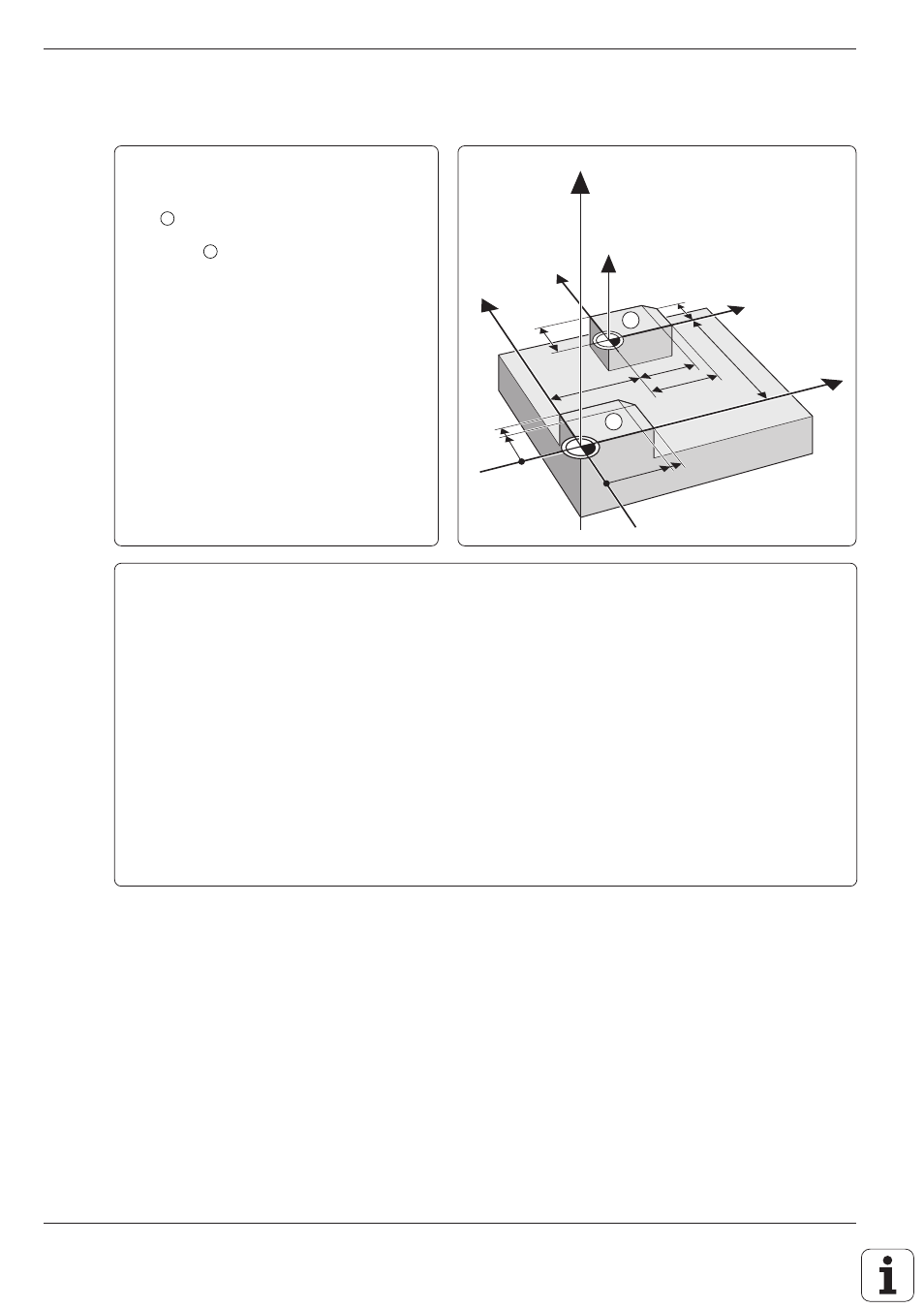
Example: Datum shift
A machining sequence in the form of a sub-
program is to be executed twice:
a)
once, referenced to the specified datum
1
X+0/Y+0, and
b)
a second time, referenced to the shifted
datum
2
X+40/Y+60.
Cycle in part program
%S840I G71 * ............................................................ Start of program
N10 G30 G17 X+0 Y+0 Z–20 * ................................... Define workpiece blank
N20 G31 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 * .............................................. Define tool
N40 T1 G17 S1500 * .................................................. Call tool
N50 G00 G40 G90 Z+100 * ........................................ Retract in the infeed axis
N60 L1,0 * .................................................................. Version 1 without datum shift
N70 G54 X+40 Y+60 *
N80 L1,0 * .................................................................. Version 2 with datum shift
N90 G54 X+0 Y+0 * ................................................... Cancel datum shift
N100 Z+100 M02 *
N110 G98 L1 *
N230 G98 L0 *
N99999 %S840I G71 *
.
.
.