To create a new part program -21 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 118
4 - 2 1
TNC 426/TNC 425/TNC 415 B/TNC 407
4
Programming
PGM
NAME
e.g.
N E
ENT
PGM
MGT
e.g.
Z
G
G
X
Y
G
X
e.g.
Y
1
1
END
3
END
0
0
1
7
4
+/
0
0
0
0
Z
0
0
9
1
G
G
0
9
3
1
0
W
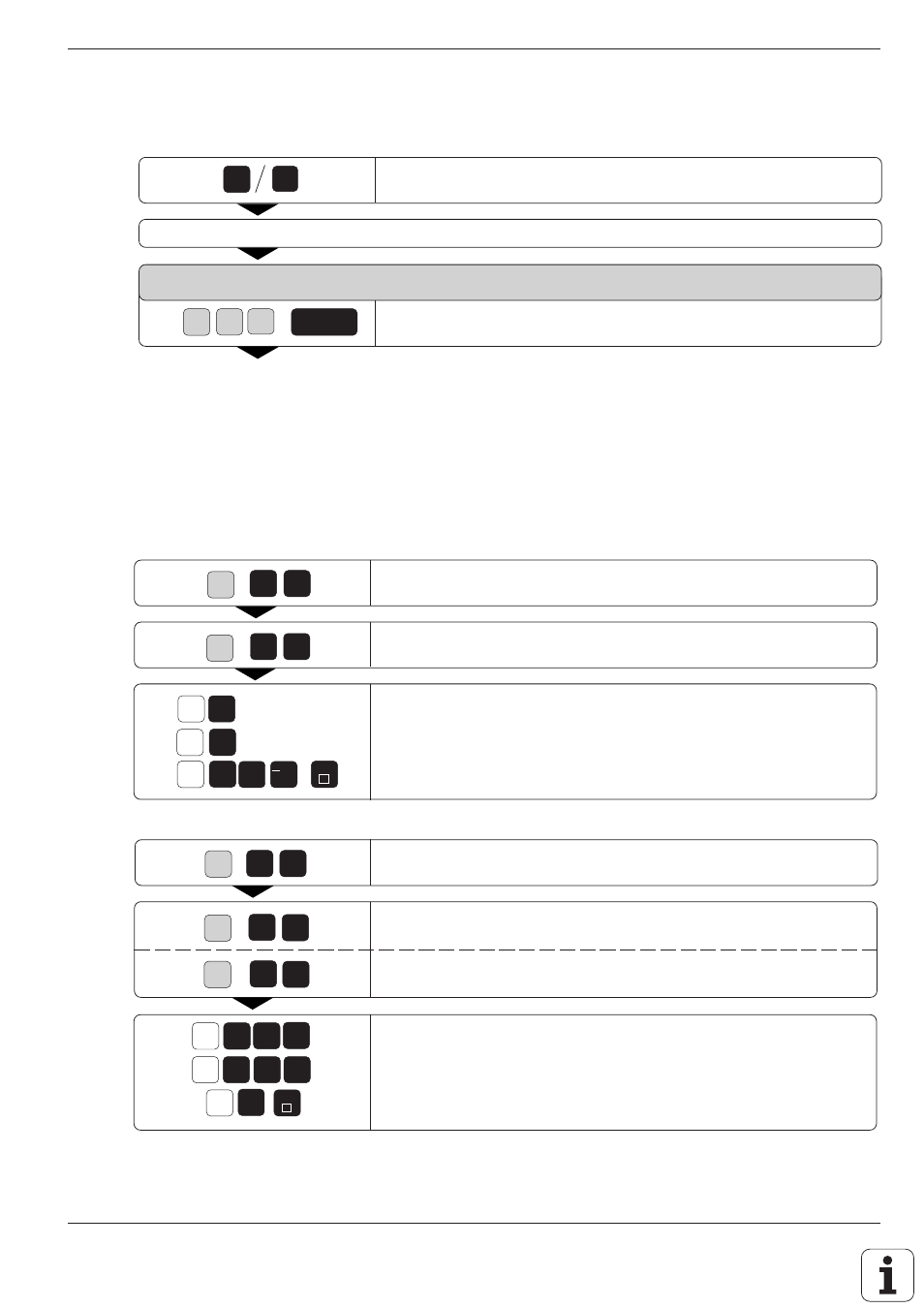
To create a new part program:
Select the file management.
Select any file of type .I (for example OLD .I).
FILE NAME = OLD .I
Enter the name of the new file (for example NEW .I).
TNC 407/TNC 415B/TNC 425:
If the dimensions in the program will be entered
in millimeters (G71), press the ENT key.
If the dimensions in the program will be entered
in inches (G70), press the NOENT key.
TNC 426:
If the dimensions in the program will be entered
in millimeters (G71), press the MM soft key.
If the dimensions in the program will be entered
in inches (G70), press the INCH soft key.
G function for input of the MIN point.
Define the tool axis: G17 means the Z axis.
Enter, in sequence, the X, Y and Z coordinates of the MIN points, and
conclude the block with END.
G function for input of the MAX point.
Entry as absolute value, or
as incremental value.
Enter, in sequence, the X, Y and Z coordinates of the MAX point, and
conclude the block with END.