Path functions -7, 3 path functions, Yx z – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 140
5 - 7
TNC 426/TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
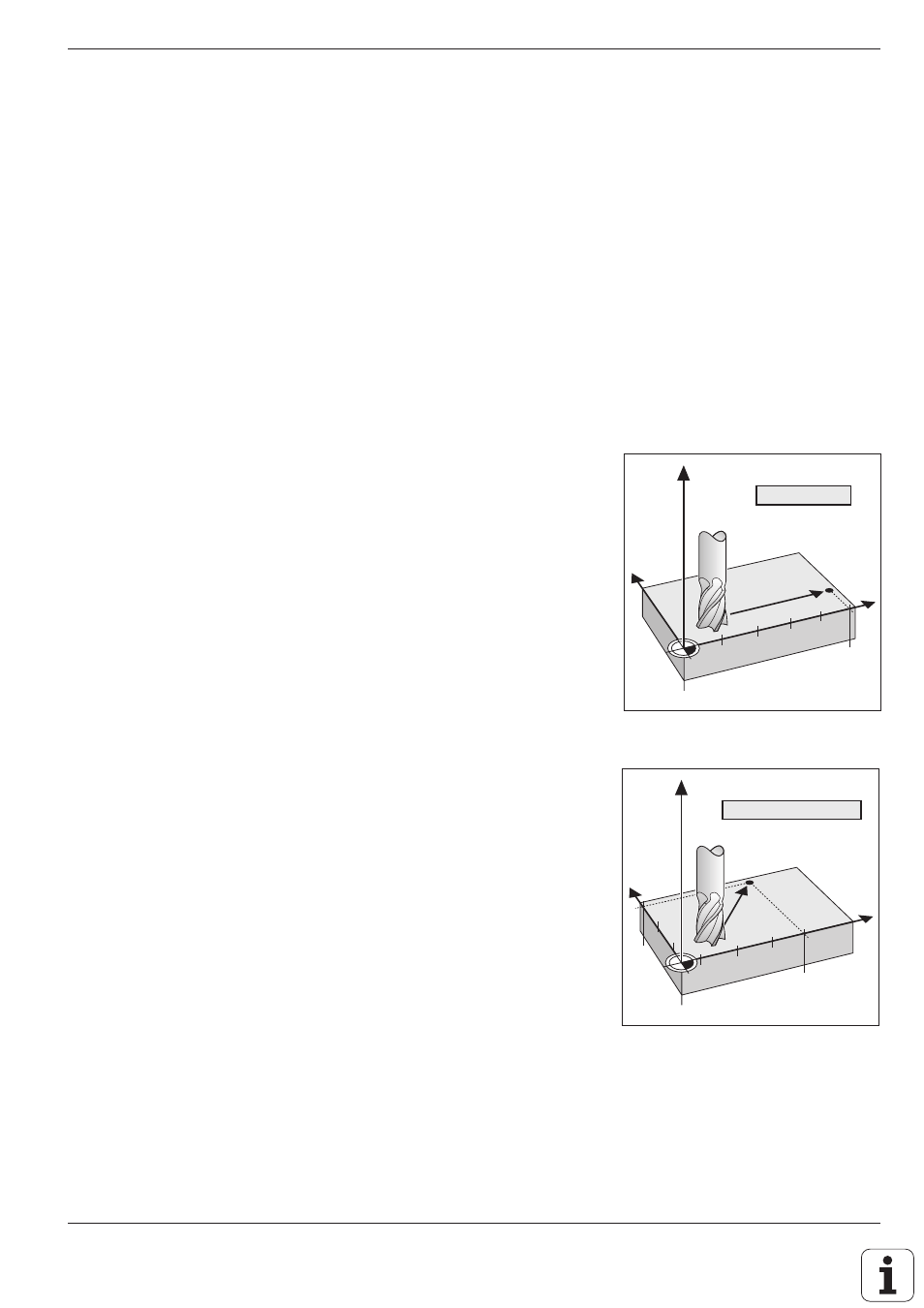
Fig. 5.12:
Movement in a main plane (XY)
5.3 Path Functions
General information
Part program input
You create a part program by entering the workpiece dimensions.
Coordinates are programmed as absolute values (G90) or relative values
(G91).
In general, you program the coordinates of the end point of the contour
element.
The TNC automatically calculates the path of the tool based on the tool
data and the radius compensation.
Machine axis movement under program control
All axes programmed in a single block are moved simultaneously.
Paraxial movement
The tool moves in a path parallel to the programmed axis.
Number of axes programmed in the block: 1
Movement in the main planes
The tool moves to the programmed position on a straight line or circular
arc in a plane.
Number of axes programmed in the block: 2
Y
X
Z
100
G00 X +100
Y
X
Z
70
50
G00 X +70 Y +50
Fig. 5.11:
Paraxial movement
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)