Oversizes for lengths and radii: delta values -6 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 103
TNC 426/TNC 425/TNC 415 B/TNC 407
4 - 6
4
Programming
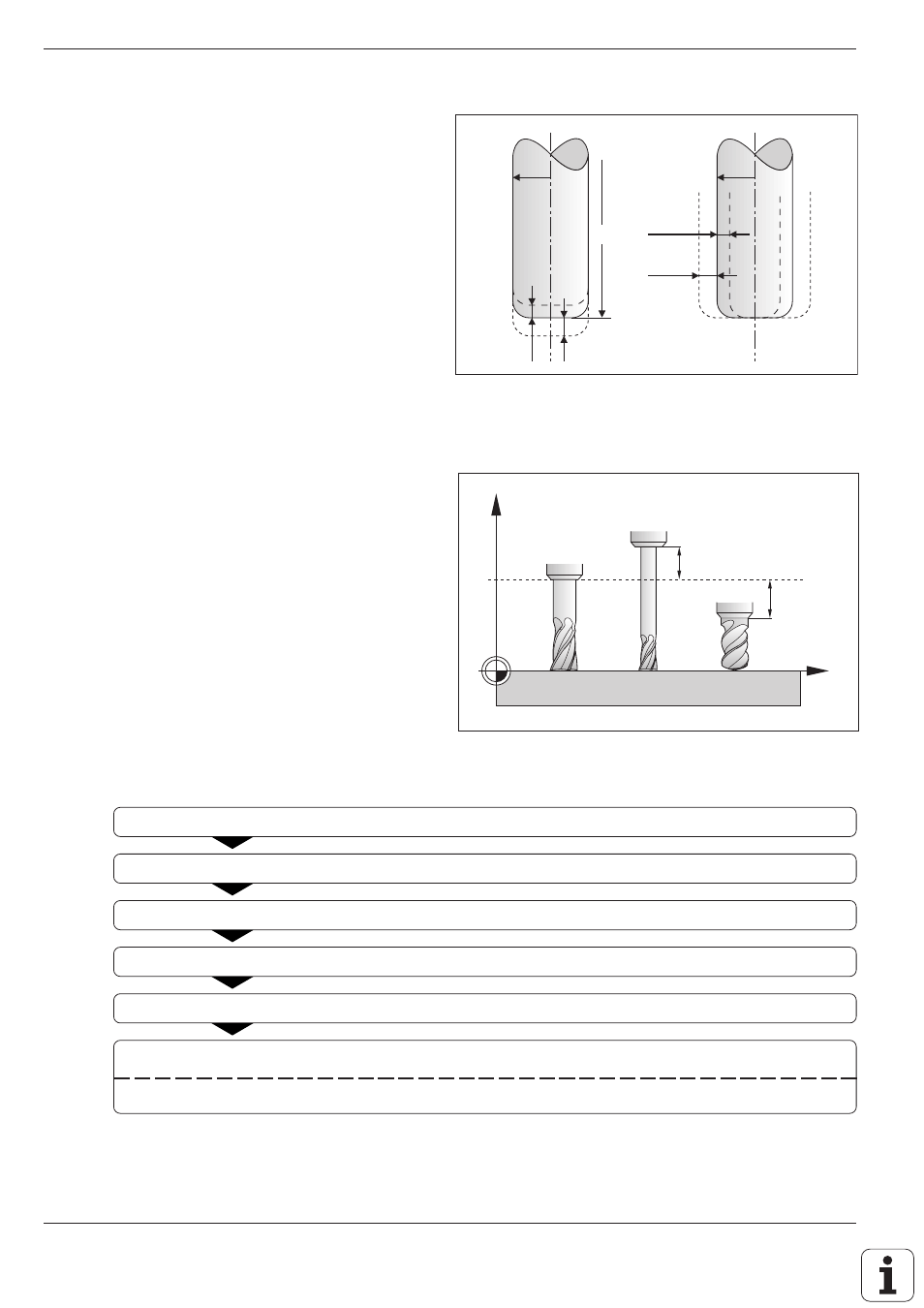
Fig. 4.3:
Tool lengths are entered as the difference from the zero tool
Fig. 4.2:
Oversizes DL, DR on a toroid cutter
Z
X
L
0
L >0
1
L <0
2
R
DR<0
DR>0
DL<0
R
DL>0
L
Oversizes for lengths and radii: delta values
In tool tables you can enter so-called delta values
for tool length and radius.
• Positive delta values = tool oversize
• Negative delta values = tool undersize
Application
• Undersize in the tool table for wear
Delta values can be numerical values or 0.
The maximum permissible oversize or undersize is
+/– 99.999 mm.
Determining tool length with a zero tool
For the sign of the tool length L:
L > L
0
The tool is longer than the zero tool
L < L
0
The tool is shorter than the zero tool
Move the zero tool to the reference position in the tool axis (e.g. workpiece surface with Z = 0).
If necessary, set the datum in the tool axis to 0.
Change tools.
Move the new tool to the same reference position as the zero tool.
The TNC displays the compensation value for the length L.
Note down the value and enter it later.
Enter the display value by using the “actual position capture” function (see page 4-26).