Calling tool data -15 tool change -15 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 112
4 - 1 5
TNC 426/TNC 425/TNC 415 B/TNC 407
4
Programming
e.g.
5
7
1
G
S
5
0
END
T
0
Calling tool data
The following data can be programmed in the NC block with T:
• Tool number, Q parameter
• Working plane with G17/G18 or G19
• Spindle speed S
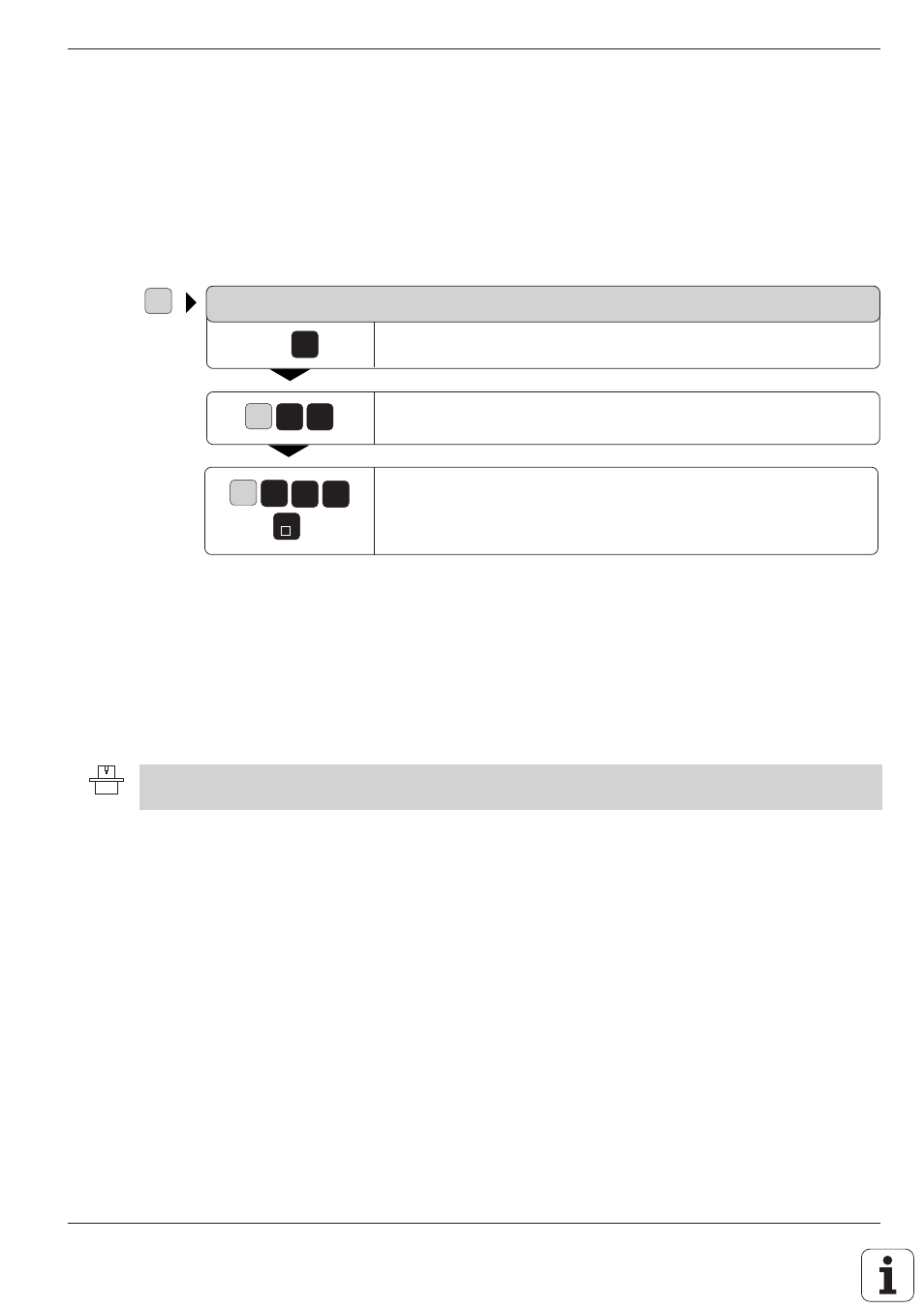
To call tool data:
TOOL NUMBER ?
Enter the number of the tool as defined in the tool table or in a G99
block, for example 5.
Select the spindle axis Z.
Enter the spindle speed, e.g. S=500 rpm.
Resulting NC block: T5 G17 S500
Tool pre-selection with tool tables
If you are using tool tables, G51 pre-selects the next tool. Enter the tool
number or a corresponding Q parameter.
Tool change
The tool change function can vary depending on the individual machine tool. Your machine manual provides
more information on this function.
Automatic tool change
If your machine has automatic tool changing capability, the TNC controls
the replacement of the inserted tool by another from the tool magazine.
The program run is not interrupted.
Manual tool change
To change the tool manually, stop the spindle and move the tool to the
tool change position. Sequence of action:
• Move to the tool change position (under program control, if desired)
• Interrupt program run (see page 3-5)
• Change the tool
• Resume the program run (see page 3-6)