Xy z – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 147
TNC 426/TNC 425/TNC 415 B/TNC 407
5 - 1 4
5
Programming Tool Movements
Path Contours – Cartesian Coordinates
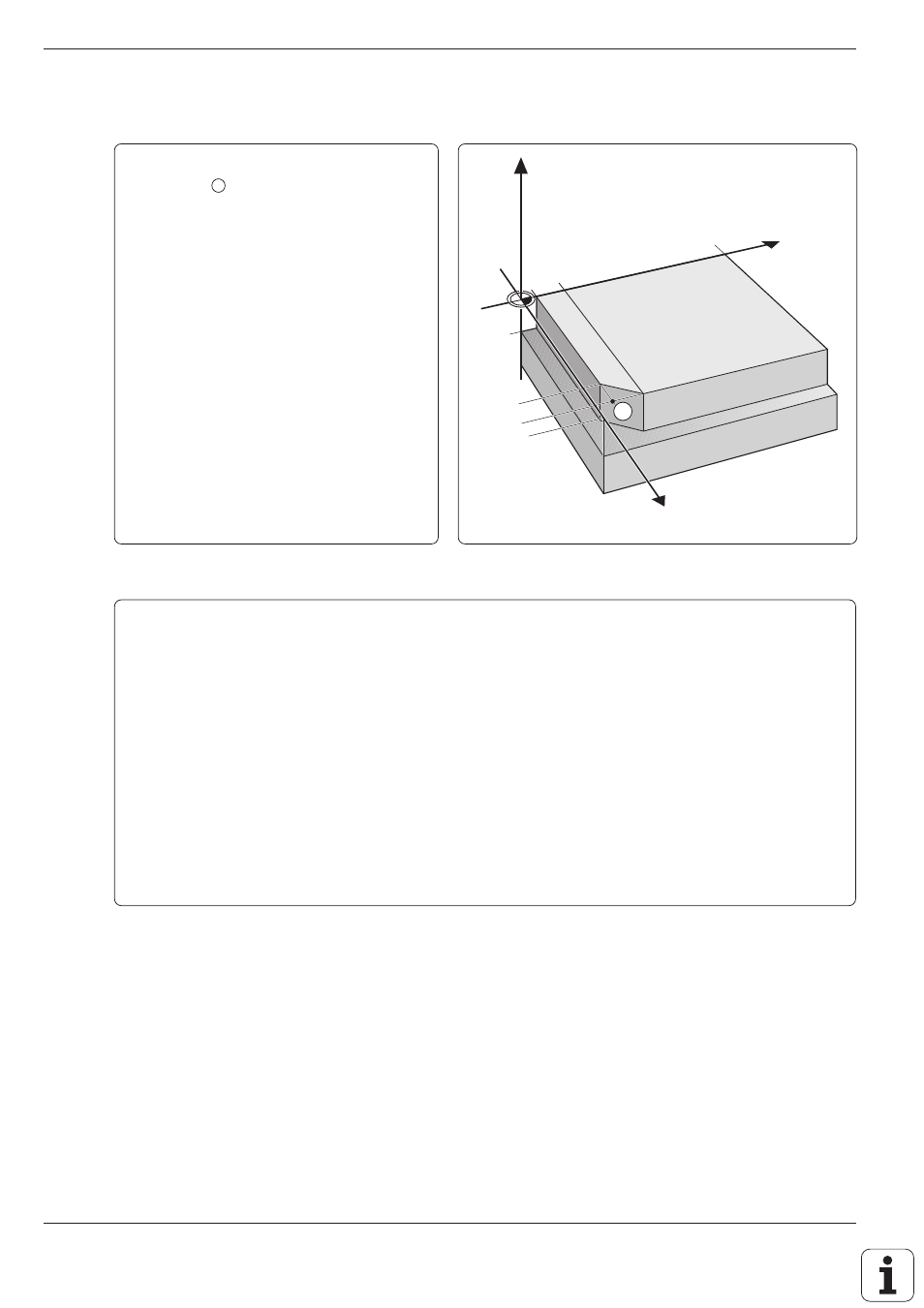
Example for exercise: Chamfering a corner
Coordinates of the
corner point:
E
X =
95 mm
Y =
5 mm
Length of chamfer:
CHF =
10 mm
Tool radius:
R = +10 mm
Milling depth:
Z = –15 mm
85
X
Y
Z
95
100
E
15
5
100
–15
Part program
%S514I G71 * ............................................................ Begin the program
N10 G30 G17 X+0 Y+0 Z–20 * .................................. Workpiece blank MIN point
N20 G31 G90 X+100 Y+100 Z+0 * ............................ Workpiece blank MAX point
N30 G99 T5 L+5 R+10 * ............................................ Define the tool
N40 T5 G17 S2000 * .................................................. Call the tool
N50 G00 G40 G90 Z+100 M06 * ............................... Retract and insert tool
N60 X–10 Y–5 * ......................................................... Pre-position in the working plane
N70 Z–15 M03 * ......................................................... Move tool to working depth, move spindle to
N80 G01 G42 X+5 Y+5 F200 *
contour with radius compensation at machining
feed rate
N90 X+95 * ................................................................ First straight line for corner E
N100 G24 R10 * ......................................................... Insert chamfer with length 10 mm
N110 Y+100 * ............................................................. Second straight line for corner E
N120 G00 G40 X+110 Y+110 * ................................. Depart the contour, cancel radius compensation
N130 Z+100 M02 * ..................................................... Retract in the infeed axis
N99999 %S514I G71 *