Pilot drilling (g56) -27, Yx y x – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 247
8-27
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
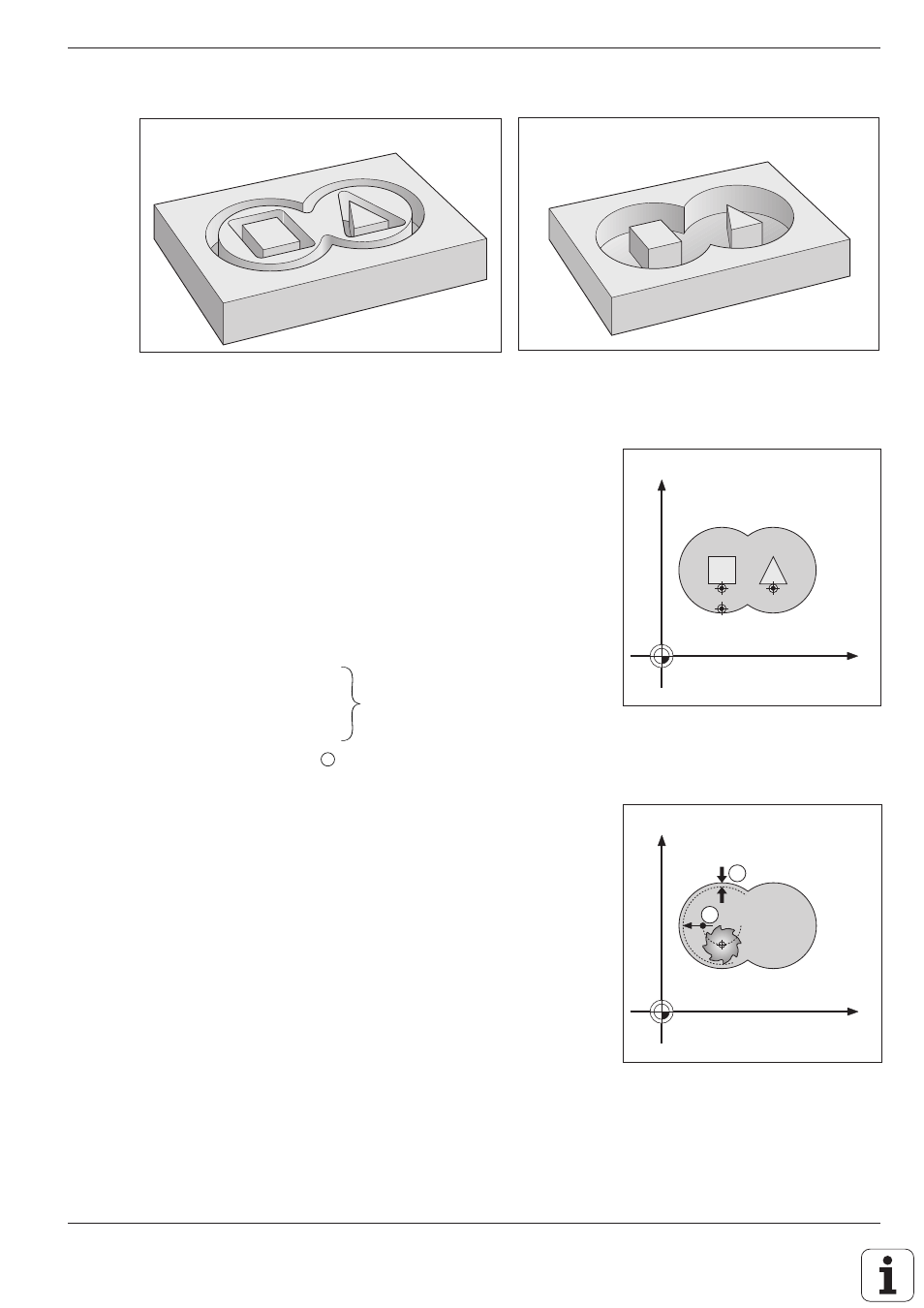
Fig. 8.29:
Example of cutter infeed points
for PECKING
Fig. 8.28:
Finished workpiece
Fig. 8.27:
Milling of outline
Fig. 8.30:
Finishing allowance
Y
X
Y
X
D
R
PILOT DRILLING (G56)
This cycle performs pilot drilling of holes for cutter infeed at the starting
points of the subcontours. With SL contours consisting of several overlap-
ping pockets and islands, the cutter infeed point is the starting point of the
first subcontour:
• The tool is positioned at setup clearance over the first infeed point.
• The drilling sequence is identical to fixed Cycle G83 PECKING.
• The tool is then positioned above the second infeed point, and the
drilling process is repeated.
Input data
• SETUP CLEARANCE
• TOTAL HOLE DEPTH
• PECKING DEPTH
• DWELL TIME
• FEED RATE
• FINISHING ALLOWANCE
D
Allowed material for the drilling operation (see figure 8.30).
The sum of the tool radius and the finishing allowance should be the
same for pilot drilling as for roughing out.
identical to Cycle G83
PECKING