G06: circular path with tangential connection -24, Circular movement with tangential connection, 1 0 y – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 157: X9 5 1 0
TNC 426/TNC 425/TNC 415 B/TNC 407
5 - 2 4
5
Programming Tool Movements
Path Contours – Cartesian Coordinates
6
E
L1
L2
L3
3
1
2
S
E
L1
L2
L3
3
1
2
S
0
G
G
+/
1
0
Y
END
X
9
5
1
0
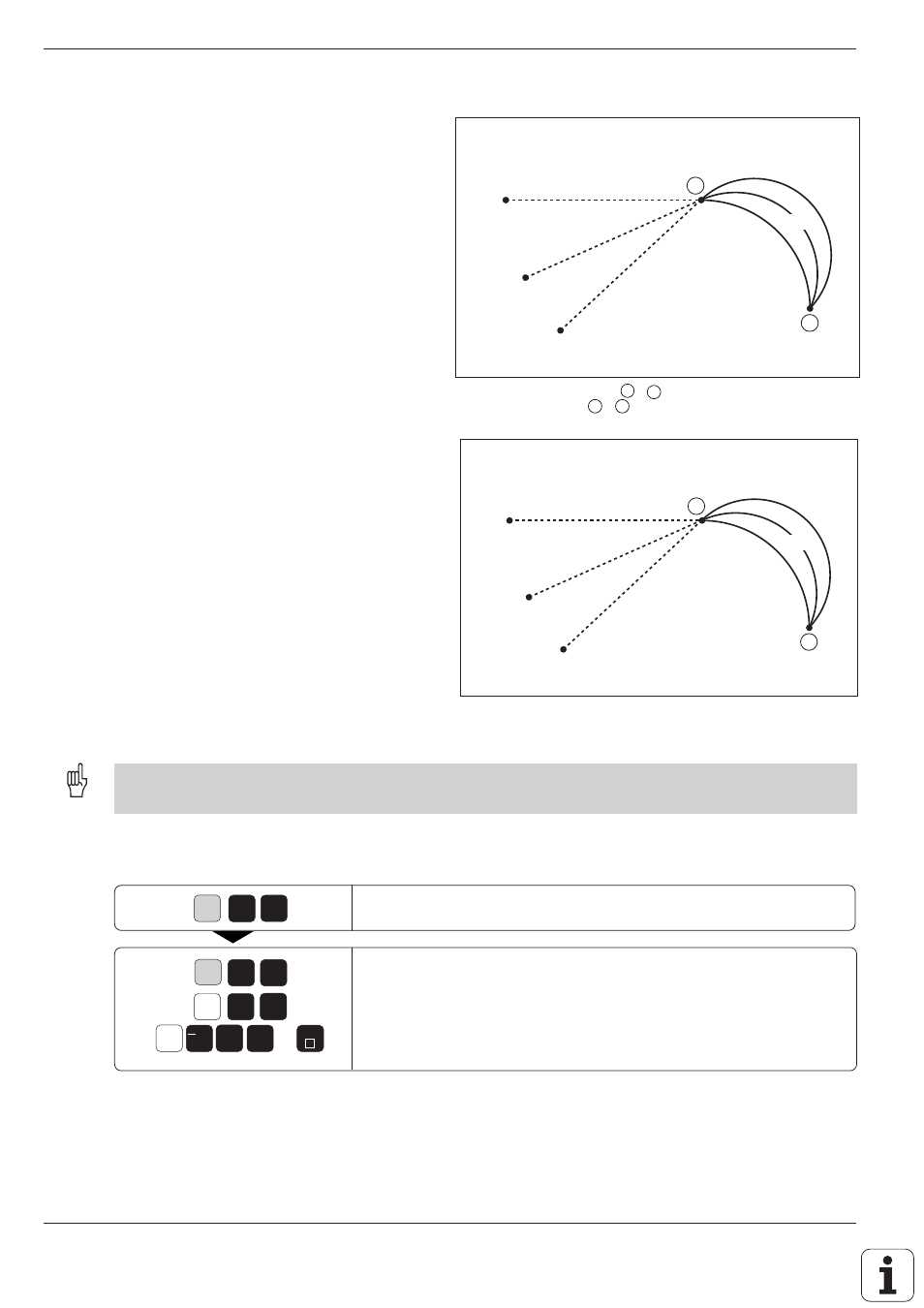
G06: Circular path with tangential connection
The tool moves on an arc that starts at a tangent
with the previously programmed contour element.
A transition between two contour elements is
tangential when there is no kink or corner at the
intersection between the two contours — the
transition is smooth.
Input
Coordinates of the end point of the arc.
Prerequisites
• The contour element to which the arc with G06
is to tangentially connect must be programmed
directly before the G06 block.
• Before the G06 block there must be at least two
positioning blocks defining the contour element
which tangentially connects to the arc.
A tangential arc is a two-dimensional operation: the coordinates in the G06 block and in the positioning block
preceding it must be in the plane of the arc.
To program a circular path G06 with tangential connection:
Circular path with tangential connection.
Enter the coordinates of the arc end point in incremental dimensions,
for example X = 50 mm, Y = –10 mm.
Further entries, if necessary:
• Radius compensation
• Feed rate
• Miscellaneous function
Resulting NC block: G06 G42 G91 X+50 Y–10 *
Fig. 5.34:
The path of a tangential arc depends on the preceding
contour element
Fig. 5.33:
The straight line
1
-
2
is connected tangentially to the
circular arc
S
-
E