G24: chamfer -13, Chamfer with length r, A chamfer is inserted between two straight lines – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 146: G24: chamfer
5 - 1 3
TNC 426/TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
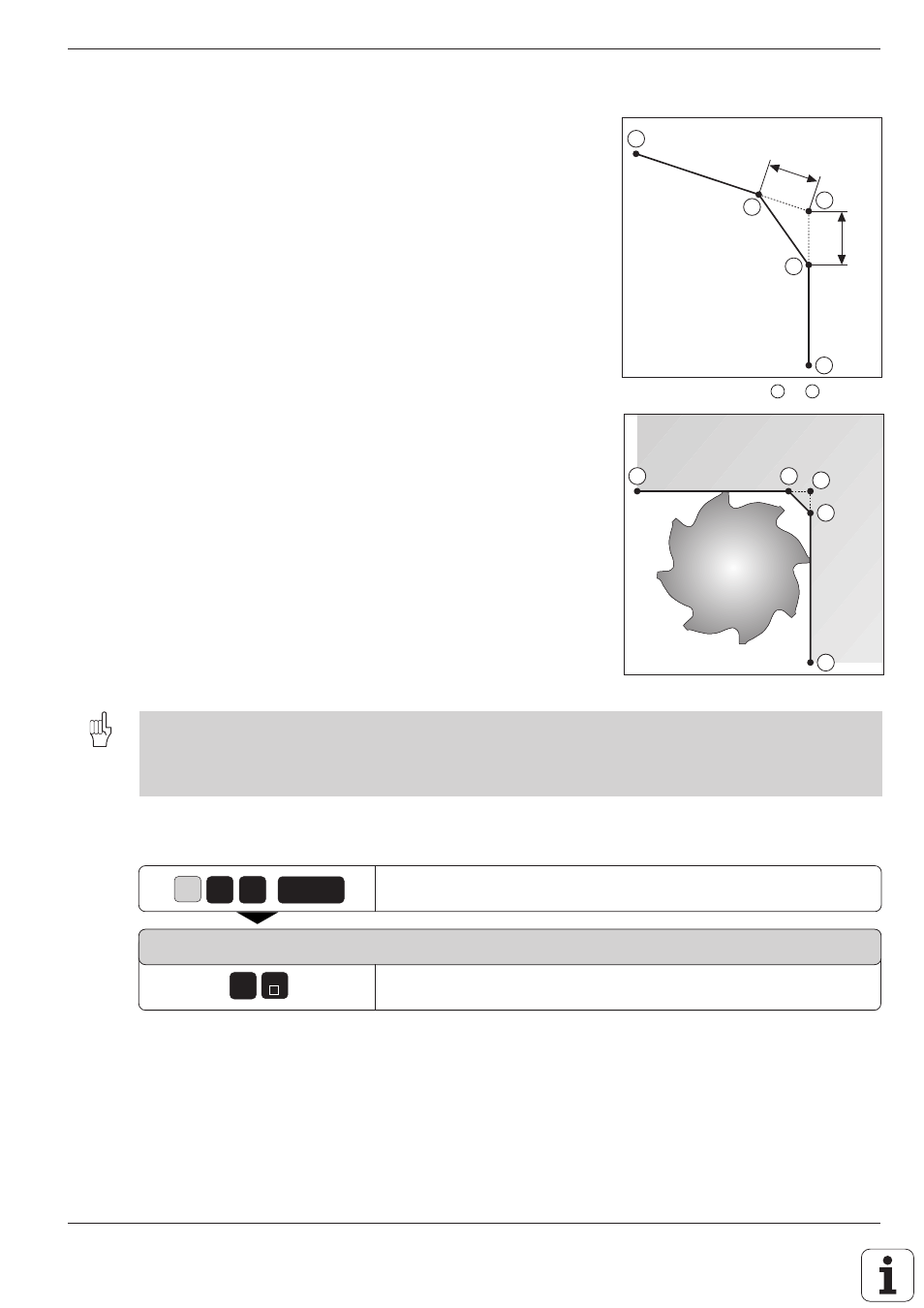
Fig. 5.17:
Chamfer from
S
to
Z
Fig. 5.18:
Tool radius too large
Path Contours – Cartesian Coordinates
G24: Chamfer
The chamfer function enables you to cut off corners at the intersection of
two straight lines.
Enter the length
(L) to be removed from each side of the corner.
Prerequisites
• The radius compensation before and after the chamfer block must be
the same
• An inside chamfer must be large enough to accommodate the current
tool.
• You cannot start a contour with a G24 block.
• A chamfer is only possible in the working plane.
• The feed rate for chamfering is the same as in the previous block.
• The corner point E is cut off by the chamfer and is not part of the contour.
To program a chamfer:
Select the chamfer function.
CHAMFER SIDE LENGTH ?
Enter the length to be removed from each side of the corner, for
example 5 mm.
Resulting NC block: G24 R5*
5
2
4
G
ENT
END
1
S
E
2
L
L
Z
1
E
2
Z
S