Yx z – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 182
TNC 426/TNC 425/TNC 415 B/TNC 407
6-4
6
Subprograms and Program Section Repeats
60
15
45
75
10
3
1
2
20
20
20
5
Y
X
Z
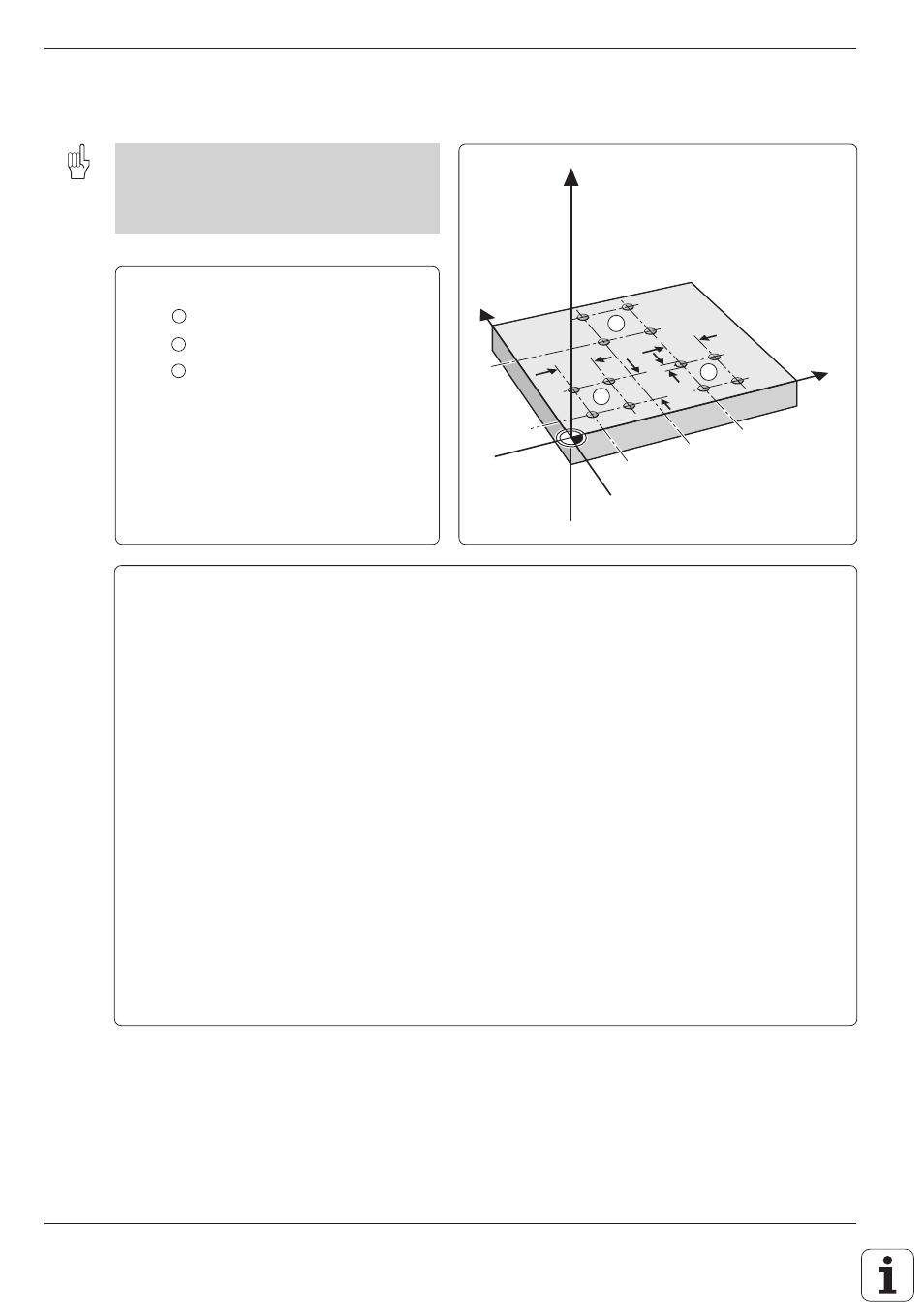
Example for exercise: Group of four holes at three different locations
The holes are drilled with cycle G83 PECKING.
Enter the setup clearance, feed rate, etc. in the
cycle once. You can then call the cycle with
miscellaneous function M99 (see page 8-3).
Coordinates of the first hole in each group:
Group
1
X = 15 mm
Y = 10 mm
Group
2
X = 45 mm
Y = 60 mm
Group
3
X = 75 mm
Y = 10 mm
Hole spacing:
X = 20 mm
Y = 20 mm
Total hole depth:
Z = 10 mm
Hole diameter:
Ø = 5 mm
Part program
%S64I G71 * .................................................................. Start program
N10 G30 G17 X+0 Y+0 Z–20 * ...................................... Define blank form
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2.5 * ............................................... Define the tool
N40 T1 G17 S3500 * ...................................................... Call the tool
N50 G83 P01 –2 P02 –10 P03 –5 P04 0
P05 100 * ....................................................................... Cycle definition PECKING (see page 8-5)
N60 G00 G40 G90 Z+100 M06 * ................................... Retract and insert tool
N70 X+15 Y+10 * .......................................................... Move to group 1
N80 Z+2 M03 * .............................................................. Pre-position in the infeed axis
N90 L1,0 * ..................................................................... Call subprogram (subprogram executed with block N90)
N100 X+45 Y+60 * ........................................................ Move to group 2
N110 L1,0 * ................................................................... Call subprogram
N120 X+75 Y+10 * ........................................................ Move to group 3
N130 L1,0 * ................................................................... Call subprogram
N140 Z+100 M02 * ........................................................ Retract in the infeed axis;
end of main program (M02); the subprogram is entered
behind M02
N150 G98 L1 * ............................................................... Beginning of subprogram
N160 G79 * .................................................................... Perform pecking cycle for first hole
N170 G91 X+20 M99 * .................................................. Move to second hole (incremental) and drill
N180 Y+20 M99 * .......................................................... Move to third hole (incremental) and drill
N190 X–20 G90 M99 * ................................................... Move to fourth hole (incremental) and drill; change to
absolute coordinates (G90)
N200 G98 L0 * ............................................................... End of subprogram
N99999 %S64I G71 * .................................................... End of program