Circular pocket milling (g77/g78) -15 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 235
8-15
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
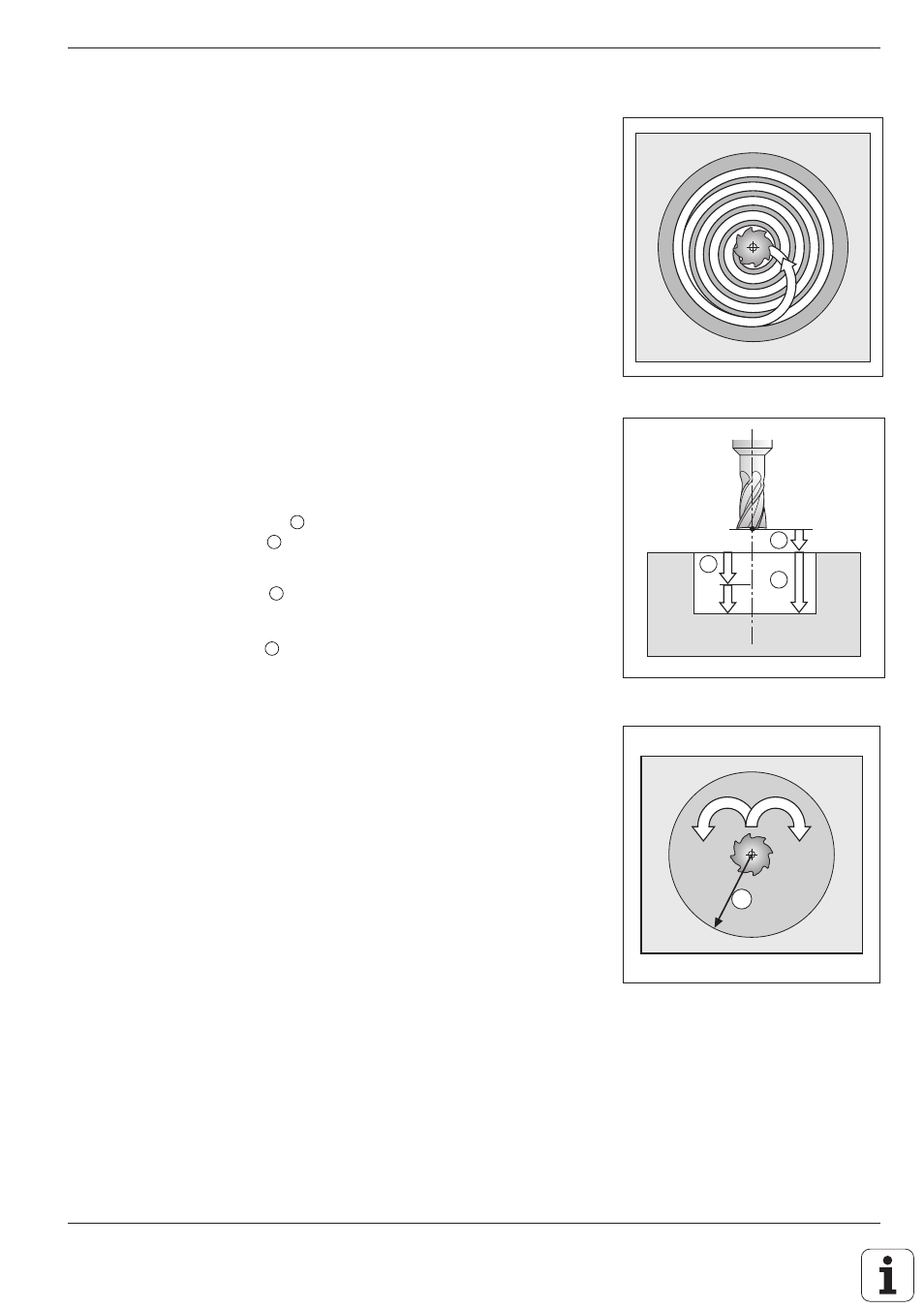
Fig. 8.13:
Direction of the cutter path
Fig. 8.11:
Cutter path for roughing-out
Fig. 8.12:
Distances and infeeds for
CIRCULAR POCKET MILLING
A
B
C
G78
G77
F
R
CIRCULAR POCKET MILLING (G77/G78)
Process
• Circular pocket milling is a roughing cycle in which the tool penetrates
the workpiece from the starting position (pocket center).
• The cutter subsequently follows a spiral path (shown in figure 8.11) at
the programmed feed rate. The stepover factor is determined by the
value
k (see G75/G76 POCKET MILLING, Calculations).
• The process is repeated until the programmed milling depth is reached.
• At the end of the cycle, the tool is retracted to the starting position.
Required tool
The cycle requires a center-cut end mill (ISO 1641), or pilot drilling at the
pocket center.
Direction of rotation for roughing-out
Clockwise: G77
Counterclockwise: G78
Input data
• SETUP CLEARANCE
A
• MILLING DEPTH
B
: pocket DEPTH.
The algebraic sign determines the working direction (a negative sign
means negative working direction).
• PECKING DEPTH
C
• FEED RATE FOR PECKING:
Traversing speed of the tool during penetration
• CIRCLE RADIUS
R
:
Radius of the circular pocket
• FEED RATE:
Traversing speed of the tool in the machining plane
Starting point
Before a cycle is called, the tool must be moved to the following starting
point with tool radius compensation G40:
• In the tool axis, to setup clearance above the workpiece surface.
• In the machining plane, to the pocket center.