HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 211
TNC 426/TNC 425/TNC 415 B/TNC 407
7 - 2 2
7
Programming with Q Parameters
2
ENT
5
1
2
1
3
END
7.7 Entering Formulas Directly
Q
Q
Rules for formulas
• Higher-level operations are performed first (multiplication and division
before addition and subtraction):
Q1 = 5 x 3 + 2 x 10 = 35 =>
1st step: 5 x 3 = 15
2nd step: 2 x 10 = 20
3rd step: 15 + 20 = 35
Q2 = SQ 10 – 3^3 = 73 =>
1st step: 10
2
= 100
2nd step: 3
3
= 27
3rd step: 100 – 27 = 73
• Distributive law:
a(b + c) = ab + ac
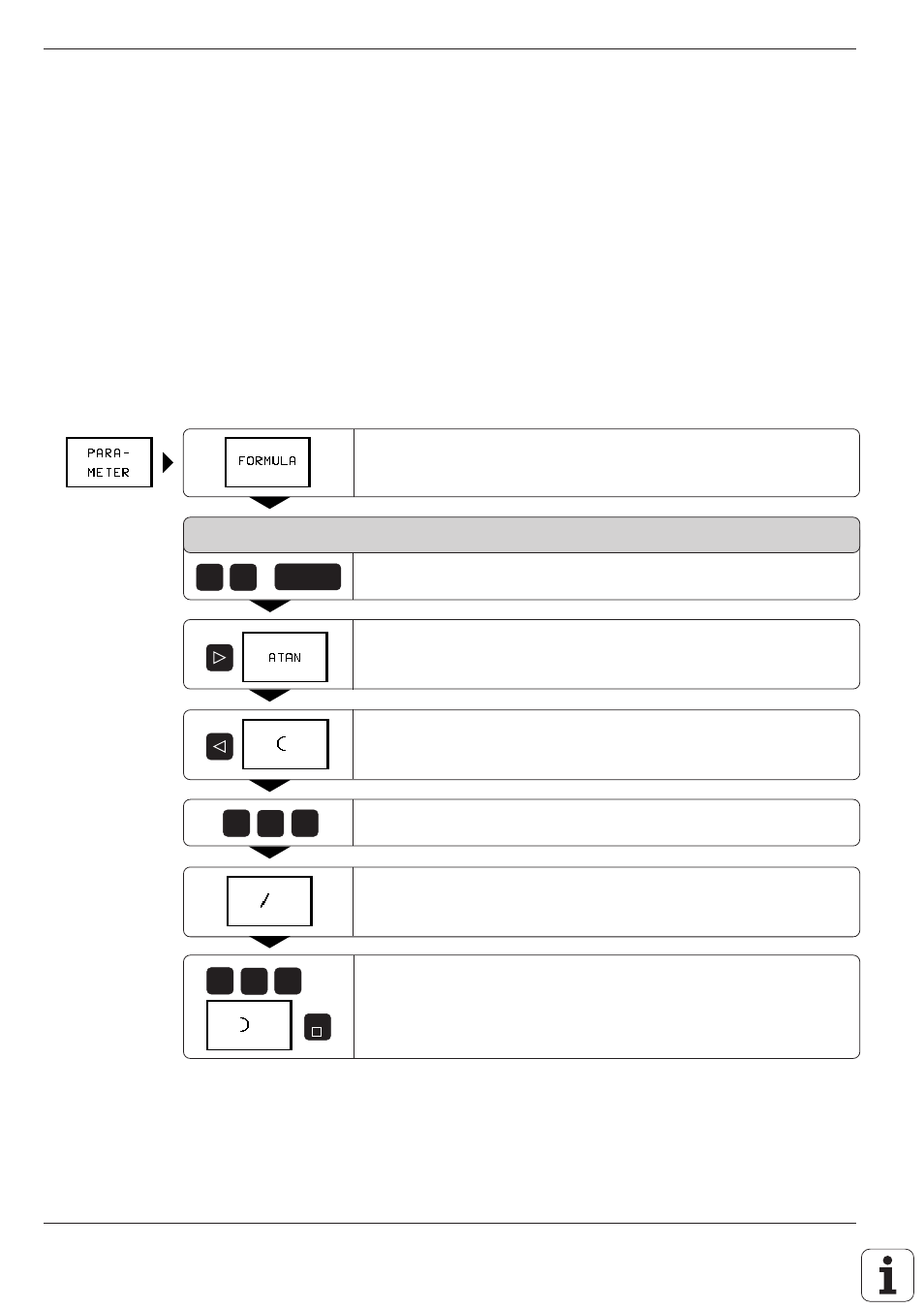
Programming example
Calculate an angle with arc tangent as opposite side (Q12) and adjacent
side (Q13), then store in Q25.
Select the formula entering function.
PARAMETER NUMBER FOR RESULT ?
Enter the parameter number, for example Q25.
Shift the soft-key row to the right.
Select arc tangent.
Shift the soft-key row back to the left.
Open parentheses.
Enter parameter number Q12.
Select division.
Enter parameter number Q13.
Close parentheses; conclude formula entry.
Resulting NC block: Q25 = ATAN (Q12 / Q13)
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)