HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 185
6-7
TNC 426/TNC 425/TNC 415 B/TNC 407
6
Subprograms and Program Section Repeats
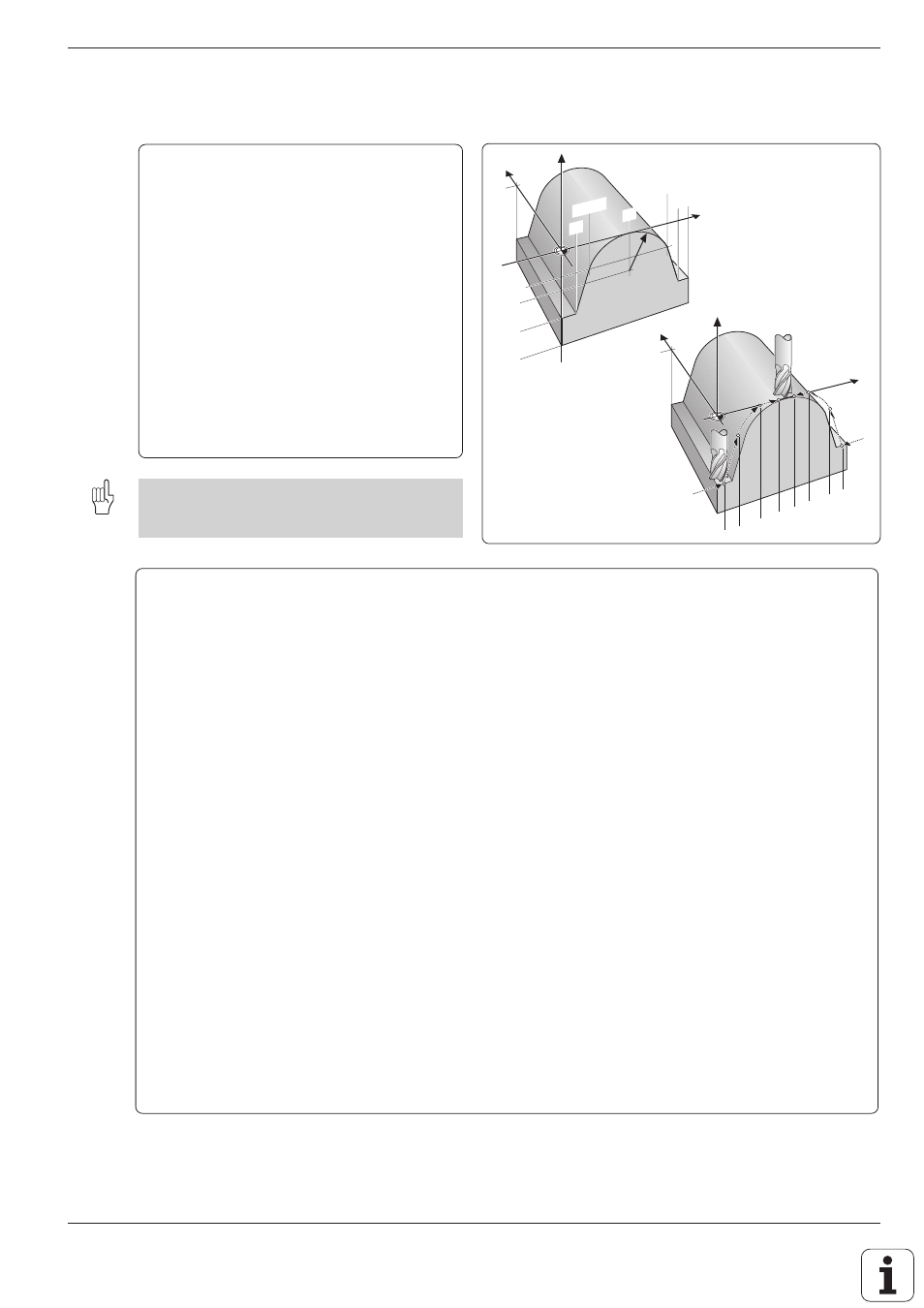
Example for exercise: Milling without radius compensation using program section repeats
Sequence:
• Upward milling direction
• Machine the area from X=0 to 50 mm
(program all X coordinates with the tool
radius
subtracted) and from Y=0 to
100 mm: G98 L1
• Machine the area from X=50 to X=100 mm
(program all X coordinates with the tool
radius
added) and from Y=0 to
100 mm: G98 L2
• After each upward pass, the tool is moved
by an increment of +2.5 mm in the Y axis.
The illustration at right shows the block
numbers containing the end points of the
corresponding contour elements.
100
–20,2
Y
X
Z
–30
–51
–70
11
50
89 100
21,646
78,354
R30
100
Y
X
Z
90 100
110
120
230
220
210
200
Part program
%S67I G71 * .............................................................. Start program
N10 G30 G17 X+0 Y+0 Z–70 * .................................. Define blank form (note new values)
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 * ............................................ Define tool
N40 T1 G17 S1750 * .................................................. Call tool
N50 G00 G40 G90 Z+100 M06 * ............................... Retract and insert tool
N60 X–20 Y–1 M03 * ................................................. Pre-position in the plane
N70 G98 L1 * ............................................................. Start of program section 1
N80 G90 Z–51 *
N90 G01 X+1 F100 *
N100 X+11.646 Z–20.2 * ........................................... Program section for machining from
N110 G06 X+40 Z+0 * ............................................... X = 0 to 50 mm and Y = 0 to 100 mm
N120 G01 X+41 *
N130 G00 Z+10 *
N140 X–20 G91 Y+2.5 *
N150 L1,40 * ............................................................. Call LABEL 1, repeat program section from block
N70 to N150 forty times
N160 G90 Z+20 * ....................................................... Retract in the infeed axis
N170 X+120 Y–1 * ..................................................... Pre-position for program section 2
N180 G98 L2 * ........................................................... Start of program section 2
N190 G90 Z–51 *
N200 G01 X+99 F100 *
N210 X+88.354 Z–20.2 * ........................................... Program section for machining from
N220 G06 X+60 Z+0 * ............................................... X = 50 to 100 mm and Y = 0 to 100 mm
N230 G01 X+59 *
N240 G00 Z+10 *
N250 X+120 G91 Y+2.5 *
N260 L2,40 * ............................................................. Call LABEL 2, repeat program section from block
N180 to N260 forty times
N270 G90 Z+100 M02 * ............................................ Retract in the infeed axis
N99999 %S67I G71 *