HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 258
8-38
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
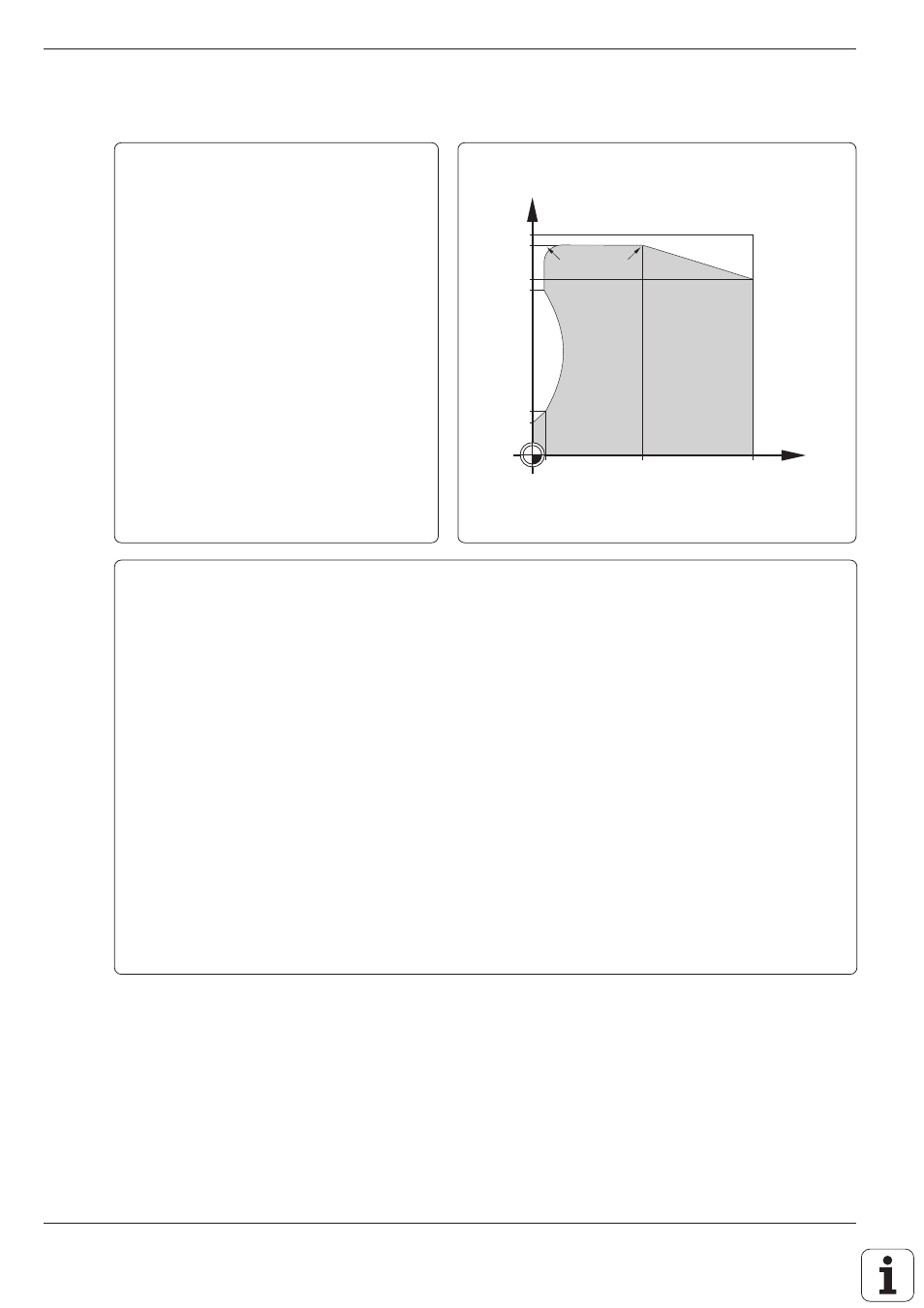
Example
Input parameters in Cycle G125:
Milling depth Q1:
–12 mm
Allowance for side Q3:
0
Top surface of workpiece Q5:
0
Clearance height Q7:
10
Pecking depth Q10:
–2 mm
Feed rate for pecking Q11:
100 mm/min
Feed rate for milling Q12:
200 mm/min
Milling type Q15 (climb milling):
+1
Y
X
5
50
100
95
80
75
20
15
R 7,5
R 7,5
Cycle in part program
%S837I G71 * ............................................................ Start of program
N10 G30 G17 X+0 Y+0 Z–20 * ................................... Define workpiece blank
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 * ............................................ Define tool
N40 T1 G17 S1500 * .................................................. Call tool
N50 G37 P01 1 * ........................................................ Cycle definition: Contour Geometry
N60 G125 Q1=–12 Q3=+0 Q5=+0 Q7=+10 Q10=–2
Q11=100 Q12=200 Q15=+1 * ................................... Cycle definition: Contour Train
N70 G00 G40 G90 Z+100 M3 * ................................. Retract in the infeed axis, spindle ON
N80 G79 * .................................................................. Cycle call
N90 G00 G40 Z+100 M2 *
N100 G98 L1 * ........................................................... Contour subprogram
N110 G01 G41 X+0 Y+15 *
N120 X+5 Y+20 *
N130 G06 X+5 Y+75 *
N140 G01 Y+95 *
N150 G25 R7.5 *
N160 G01 X+50 *
N170 G25 R7.5 *
N180 X+100 Y+80 *
N190 G98 L0 *
N99999 %S837I G71 *