G02/g03/g05: circular path with defined radius -21, Circle radius and end point – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 154
5 - 2 1
TNC 426/TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
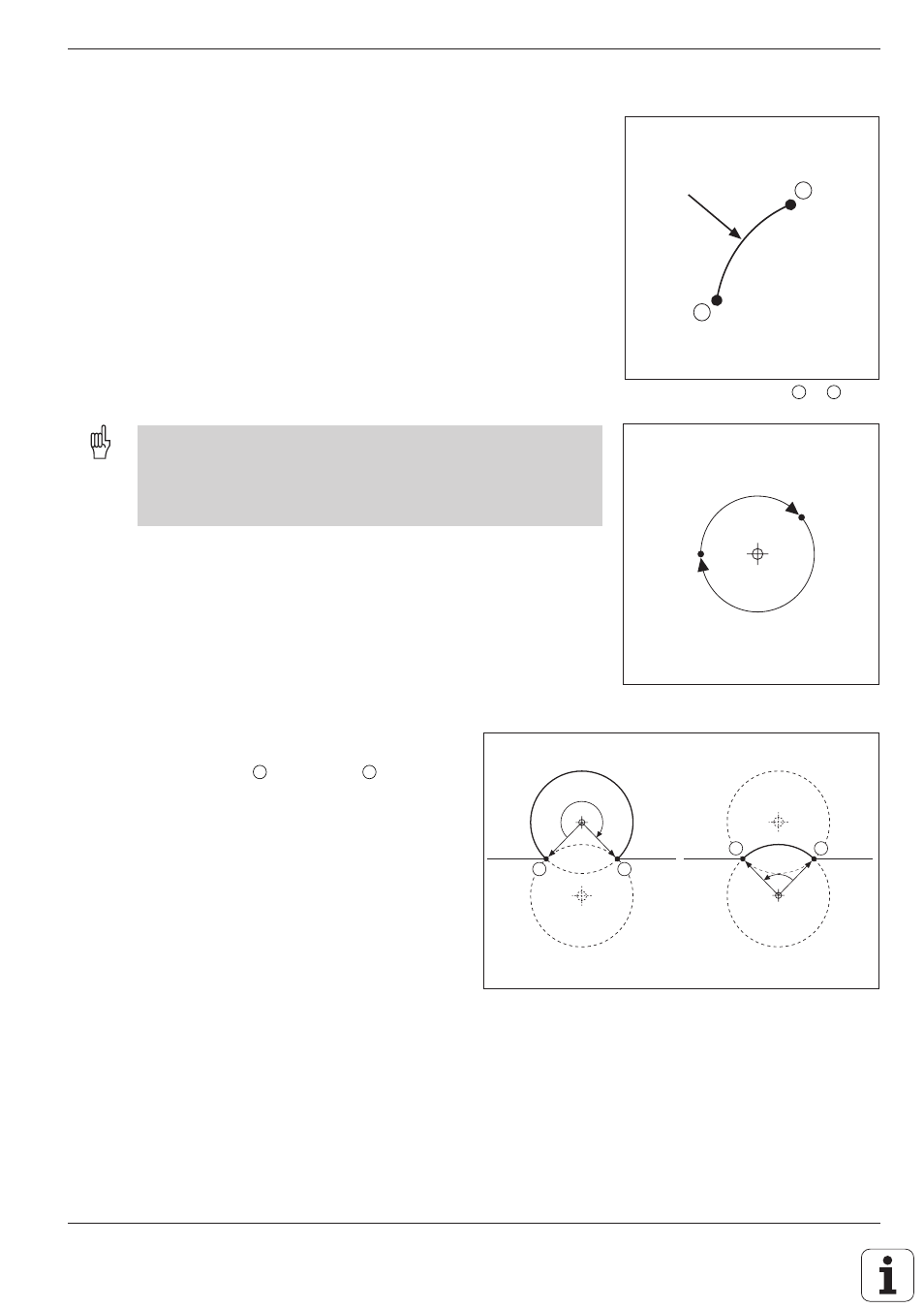
Fig. 5.30:
Arcs with central angles greater than and less than 180°
Fig. 5.29:
Full circle with two G02 blocks
Path Contours – Cartesian Coordinates
S1=E2
E1=S2
G02/G03/G05: Circular path with defined radius
The tool moves on a circular path with radius R.
Defining the direction of rotation
• Clockwise
G02
• Counterclockwise
G03
• No definition
G05
(the last programmed direction of rotation is used)
Inputs
• Coordinates of the end point of the arc
• Radius R of the arc
• For a full circle, two G02/G03 blocks must be programmed in
succession.
• The distance from the starting and end points of the arc cannot
be greater than the diameter of the circle.
• The maximum possible radius is 100 m.
Central angle CCA and arc radius R
The starting point
S
and end point
E
on the
contour can be connected with four different arcs
of the same radius. The arcs have different lengths
and curvatures.
Larger arc: CCA>180°
(arc is longer than a semicircle)
Input: Radius R with negative sign (R<0).
Smaller arc: CCA<180°
(arc is shorter than a semicircle)
Input: Radius R with positive sign (R>0).
E
S
R
R
S
E
R
R
S
E
R
CCA>180
°
CCA
CCA
CCA<180
°
Fig. 5.28:
Circular path from
S
to
E
with
radius R