IAI America SCON-CA User Manual
Page 211
Chapter 8 I/O Parameter
201
[4] Press & hold stop judgment period (Parameter No.6)
No.
Name
Symbol
Unit
Input Range
Default factory
setting
6
Press & hold stop judgment period
PSWT
msec
0 to 9999
255
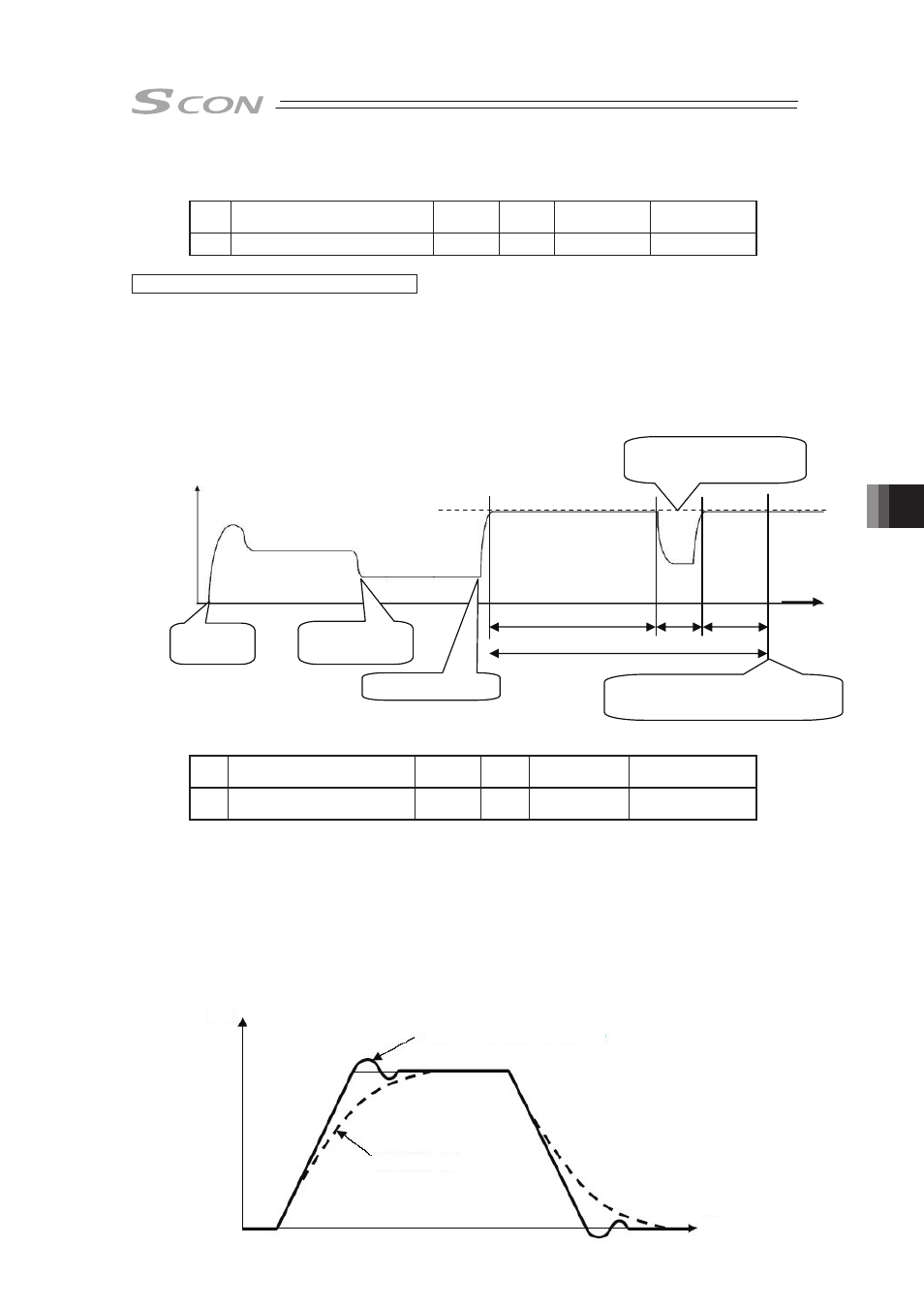
Judging completion of pressing operation
(1) For Standard type (PIO pattern 0 to 3)
The operation monitors the torque (current limit value) in percent in “Pressing” of the position
table and turns pressing complete signal PEND ON when the load current satisfies the
condition shown below during pressing. PEND is turned ON at satisfaction of the condition if
the work is not stopped.
(Accumulated time in which current reaches pressing value [%])
– (accumulated time in which current is less than pressing value [%])
� 255 ms (Parameter No.6)�
[5] Servo gain number (Parameter No.7)
No.
Name
Symbol
Unit
Input Range
Default factory
setting
7
Servo gain number
PLGO
–
0 to 31
In accordance with
actuator
�
The servo gain is also called position loop gain or position control system proportion gain.
The parameter defines the response when a position control loop is used. Increasing the set
value improves the tracking performance with respect to the position command. However,
increasing the parameter value excessively increases the changes of overshooting.
When the set value is too low, the follow-up ability to the position command is degraded and it
takes longer time to complete the positioning.
For a system of low mechanical rigidity or low natural frequency (every object has its own
natural frequency), setting a large servo gain number may generate mechanical resonance,
which then cause not only vibrations and/or noises but also overload error to occur.
�
�
�
�
�
�
�
Current
Time
Pressing [%]
Operation
start
Approach end
Pressing start
200ms
20ms 75ms
295ms
200ms + 75ms – 20ms � 255ms
Pressing complete (PEND output)
Contactiong wark
Decrease in current due
to movement of work
When the set value is high (over-chute)
When the set value is low
Velocity
Time