IAI America SCON-CA User Manual
Page 158
Chapter 3 Operation
148
[2]
Calibration of Loadcell (CLBR, CEND)
A loadcell with no load is set to 0 [N] at shipment.
Do not fail to conduct a calibration when the condition that a pressing tool such as a pusher is
attached is set to the origin (0 [N]).
Just before highly precise pressing, provide readjustment and inspection depending on the
condition.
Calibration can be performed from a teaching tool such as PC software. [Refer to the
Instruction Manual of each teaching tool for details.]
Input
Output
PIOsignal
CLBR
CEND
�
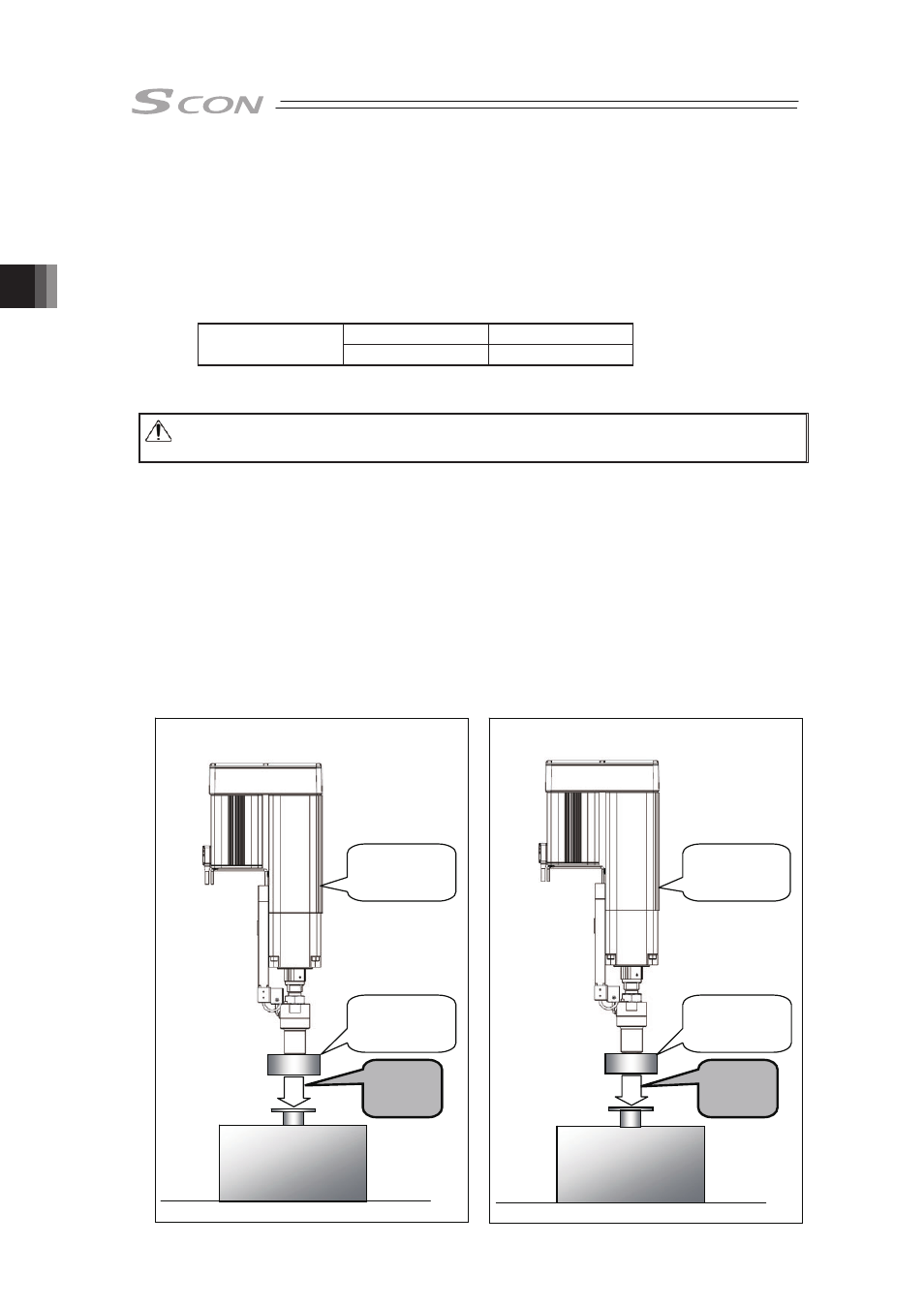
Example of calibration
Caution: In the example described below, a tool with 100kg is used, however, make the
tool weight 10kg or below to fix on the tip of the loadcell unit in the actual use.
As shown in the figures below, when a pressing operation with 3000N is desired with a pressing
jig of 1000N (approx. 100kgf) being attached, and the calibration is not conducted or the
loadcell is not used, the pressing force set in the position table mush be set as it becomes
3000N – 1000N = 2000N. Setting 3000N in the position table causes pressing force of 4000N
to be added to the work.
According to the graph in 10.4.2 RCS2-RA13R Pressing Specifications, if the current limit to
make the pressing force 3,000N is set to the position table, 4,000N of pressing force would be
applied to the work piece.
By having a calibration, pressing force setting equivalent to desired 3,000N [current limit %] can
be obtained, which realizes a pressing with high precision.
Calibration enables pressing [%] equivalent to desired pressing force 3000N to be set in the
position table to realize highly precise pressing force. If the weight of the pressing jig changes,
the value set in the position table may not be changed.
[With calibration disabled]
[With calibration enabled]
Set of
pressing force
3000N
Jig weight:
approx. 100kgf
(1000N)
Pressing
force
3000N
Set of
pressing force
3000N
Jig weight:
approx. 100kgf
(1000N)
Pressing
force
4000N