12 simple turning cycles, Roughing longitudinal g81 – HEIDENHAIN MANUALplus 4110 User Manual
Page 319
HEIDENHAIN MANUALplus 4110
319
6.12 Simple T
u
rn
ing Cy
cles
6.12 Simple Turning Cycles
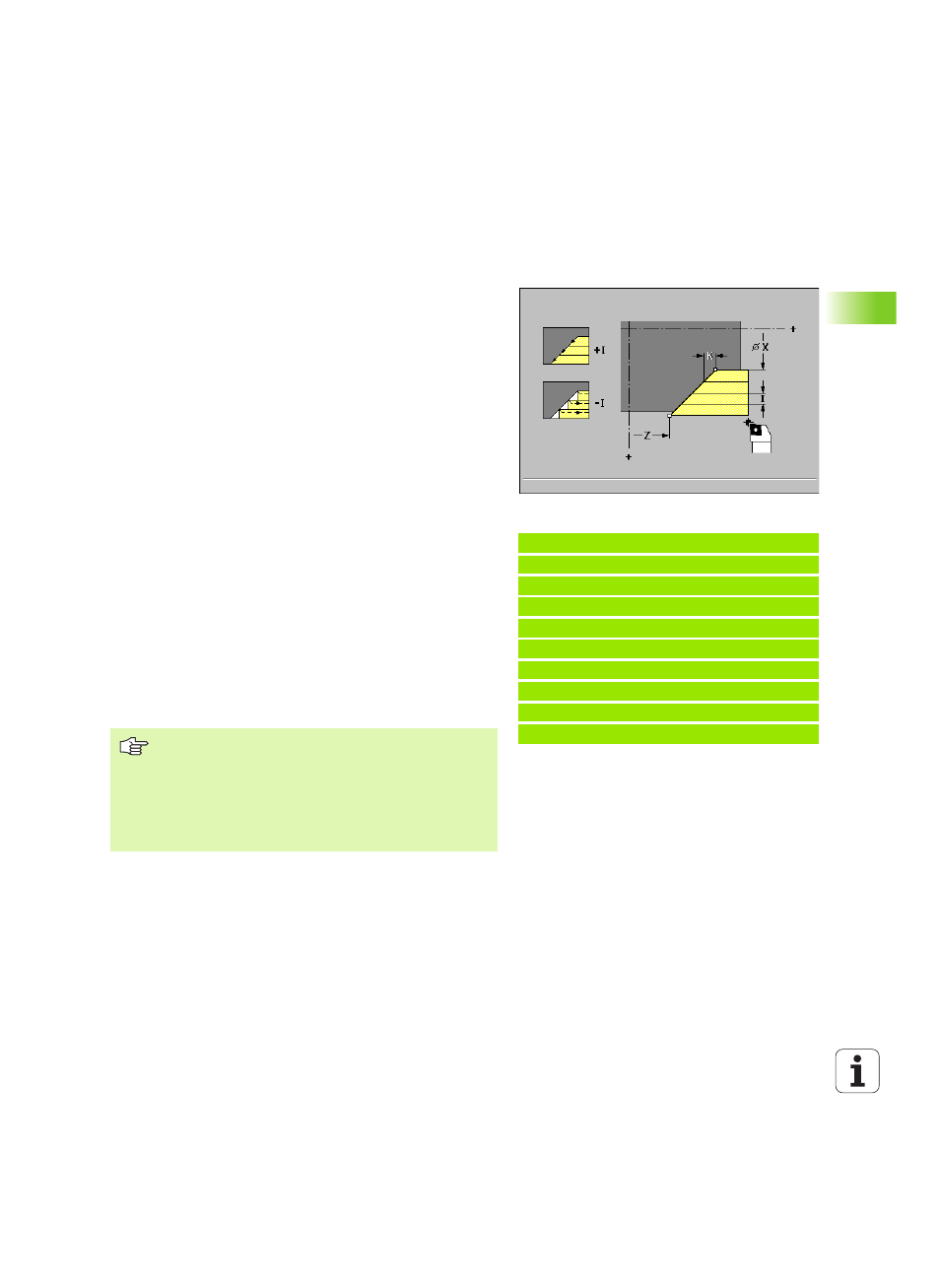
Roughing longitudinal G81
G81 machines the contour area defined by the current tool position
and "X, Z" in longitudinal direction.
Parameters
X starting point
of contour section (diameter value)
Z end point
of contour section
I maximum infeed
in X: The proportioning of cuts is calculated so that
an "abrasive cut" is avoided and the calculated infeed distance is <=
I.
I>0: With machining contour outline
I<0: Without machining contour outline
K offset:
Infeed in Z (default: 0)
Q G function infeed:
Infeed is executed through G function
Q=0: Infeed with G0
Q=1: Infeed with G1
V type of retraction
(default: 0)
V=0: Return to cycle starting point in Z and last retraction diameter
in X
V=1: Return to starting point of cycle
Note on the execution of the cycle:
If you wish to machine an oblique cut, you can define the angle with
I and K.
MANUALplus automatically determines the cutting and infeed
directions from the current tool position relative to the starting
point / end point of the contour area.
Example: G81
%81.nc
[G81]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 V0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 V1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
END
Cutter radius compensation: is not carried out.
Oversizes: Oversizes programmed with G57 are taken
into account. The oversizes remain in effect after
execution of the cycle.
Oversizes for inside contours: Program negative
oversizes with G57 (possible only with "Free entry").
Safety clearance after a pass is 1 mm.