Undercut din 76, 6 thr ead and under c ut cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 180
180
4 Cycle Programming
4.6 Thr
ead and Under
c
ut Cy
cles
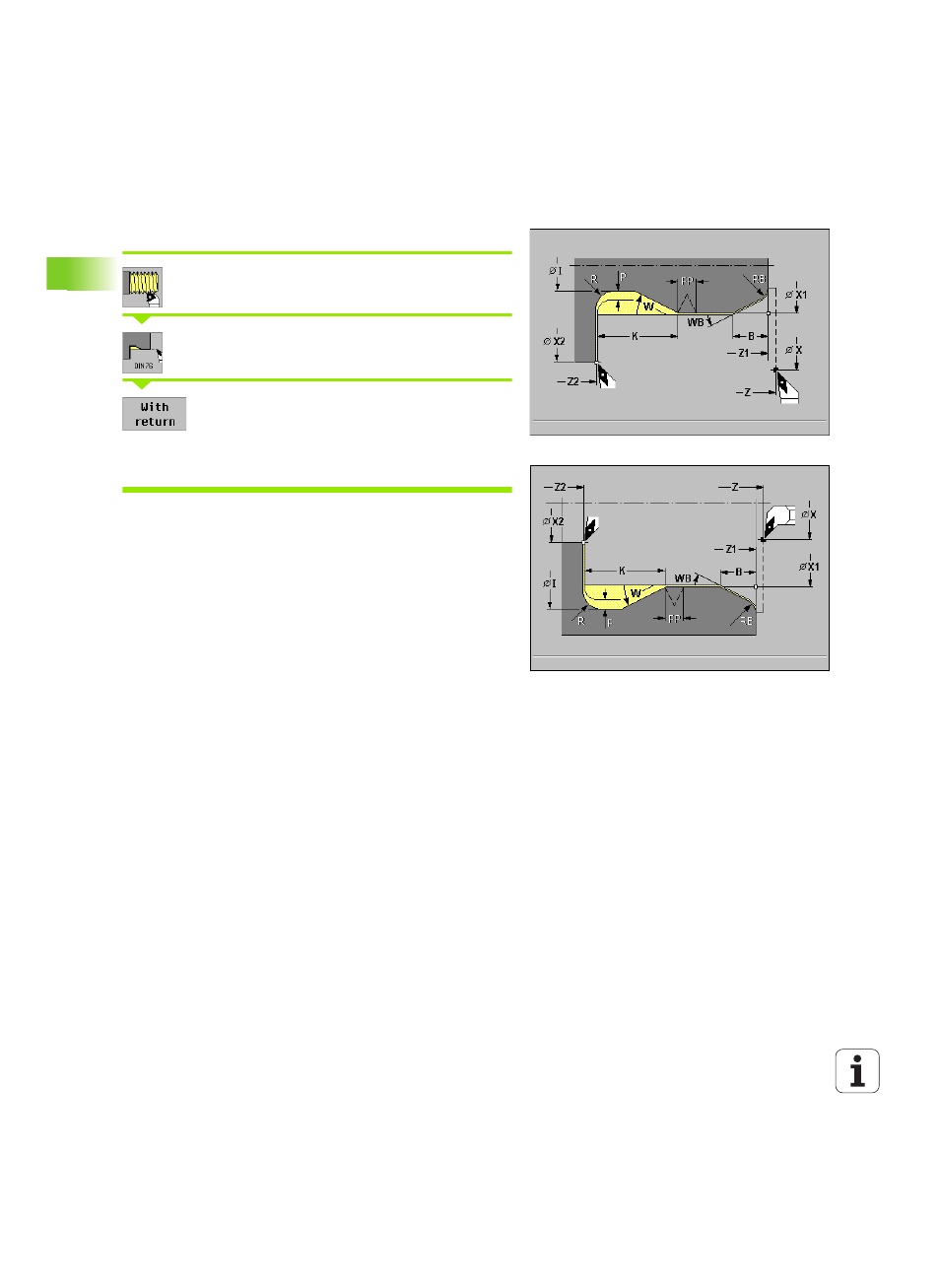
Undercut DIN 76
Call the thread-cutting menu.
Select the "Undercut DIN 76" cycle.
With return soft key:
Off: When the cycle is completed, the tool remains at
the cycle end position (see figures at right).
On: Tool returns to the starting point (see figures on
next page).
The cycle machines a thread undercut according to DIN76, a thread
chamfer, then the cylinder, and finishes with the plane surface. The
thread chamfer is executed when you enter at least one of the
parameters "B" or "RB."
Cycle parameters
X, Z starting point
X1, Z1 starting point of cylinder
X2, Z2 end point on plane surface
FP thread pitch
—default: Value from standard table
E reduced feed rate
for the plunge cut and the thread chamfer—
default: Feed rate F
T tool number
S spindle speed / cutting speed
F feed per revolution
I undercut diameter
—default: Value from standard table
K undercut length
—default: Value from standard table
W undercut angle
—default: Value from standard table
R undercut radius
(on both sides of the undercut)—default: Value
from standard table
P undercut oversize
P>0: Division into pre-turning and finish-turning—"P" is the
longitudinal oversize; the transverse oversize is always 0.1 mm
No input: Machining in one cut
B cylinder start chamfer
—default: No start chamfer
WB 1st cut angle
—default: 45°
RB chamfer radius
—default: No chamfer radius