Cross cutter, Features of the "cross cutter" prepared solution – Lenze EVS93xx CrossCutter User Manual
Page 80
Cross Cutter
Features of the "Cross Cutter" prepared solution
Prepared Solution Servo PLC / ECSxA 1.1 EN
2-66
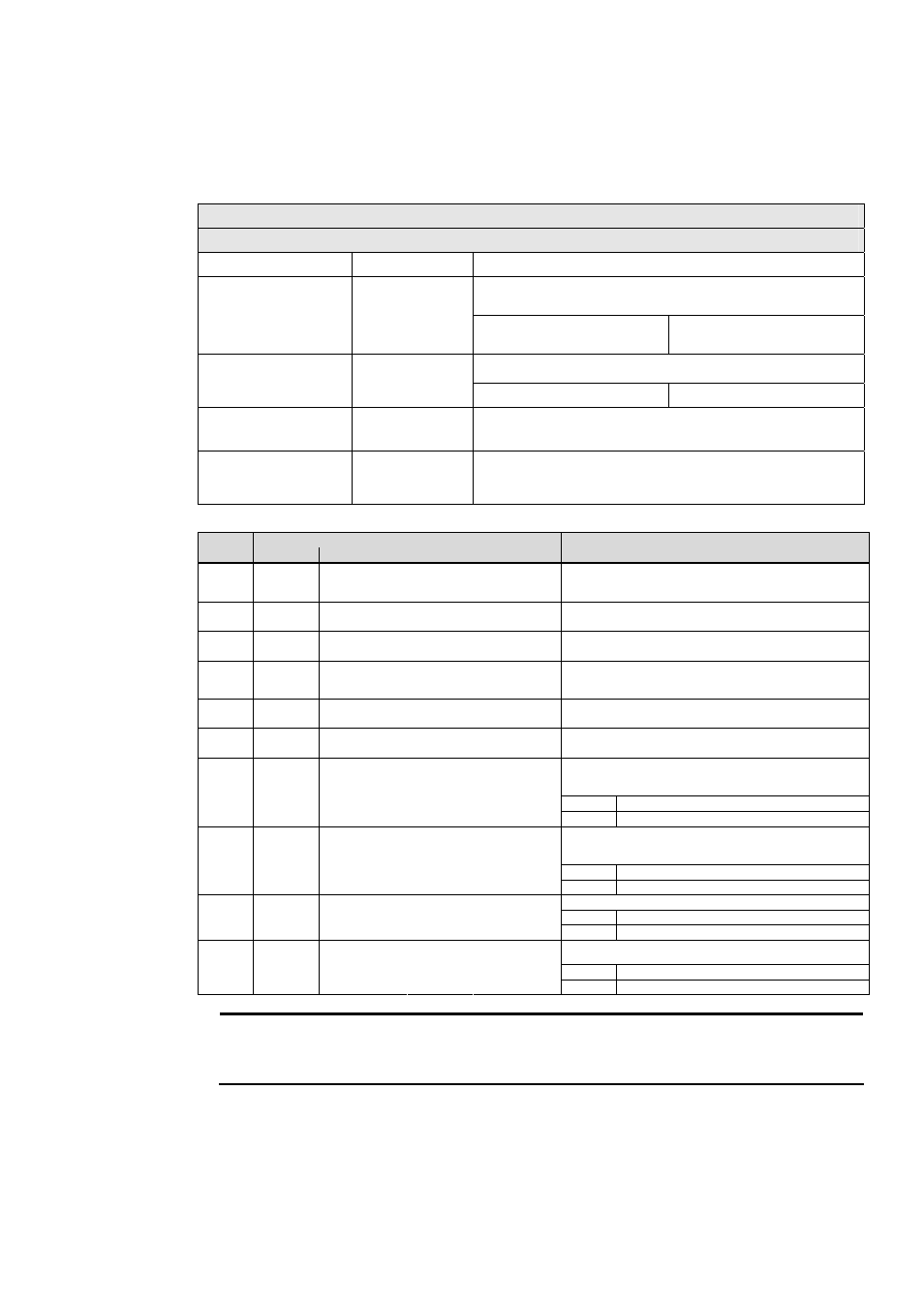
Outputs
Global variables
(Variable type: VAR_GLOBAL)
Name Data
type
Value/Meaning
"Mark correction in progress" status signal
This value is displayed in code C4150/000 bit 7.
g_bXTpSyncBusy BOOL
TRUE = Mark correction active,
correcting position difference.
FALSE = Mark correction not active at
this time.
"Knife not in material" status signal
This value is displayed in code C4150/000 bit 29.
g_bKniveNotInMaterial BOOL
TRUE = Knife is not in material.
FALSE = Knife is in material.
g_dnXDifference_p DINT
Correction value of mark correction
This value is only valid if mark correction with a ramp generator has been selected
(C4135/000 Bit 22 = TRUE, or g_bRfgXTpEnable = TRUE ).
g_dnXTpDifference_p DINT
Difference between two print-mark signals
This value is only valid if mark correction with a ramp generator has been selected
(C4135/000 Bit 22 = TRUE, or g_bRfgXTpEnable = TRUE ).
Possible settings:
Code
Default
Selection
Comment
C3649/
001
0.100
0.000...
{0.01[s]}
...129.99 Abort ramp for ramp generator: Assumes a speed of 4000
rpm. Used if the knife cuts into the material whilst mark
correction is in progress.
C3649/
002
5.000 0.000...
{0.01[s]}
...129.99 Acceleration
ramp for ramp generator: Assumes a speed of
4000 rpm.
C3649/
003
5.000 0.000...
{0.01[s]}
...129.99 Deceleration
ramp for ramp generator: Assumes a speed of
4000 rpm.
C3650/
001
200
0
{1 rpm}
15000 Maximum positive correction speed for mark synchronisation
with a ramp generator and correction speed for mark
synchronisation without a ramp generator.
C3650/
002
200
{1 rpm}
15000 Maximum negative correction speed for mark synchronisation
with a ramp generator.
C3668/
000
370.0000 0.0000
{1.0000
m_units}
214000.0000 Distance measured from mark sensor to 6 o'clock position of
knife.
Application control word bit 21: Activate print-mark
synchronisation.
TRUE
Print-mark synchronisation activated.
C4135/
000
Bit 21
0
0 {1} 1
FALSE
Print-mark synchronisation deactivated.
Application control word bit 22: Activate ramp generator for print-
mark synchronisation.
TRUE
Ramp generator activated.
C4135/
000
Bit 22
0
0 {1} 1
FALSE
Ramp generator deactivated.
Application status word bit 7: Mark correction active.
TRUE
Mark correction active.
C4150/
000
Bit 7
-
- - -
FALSE
Mark correction not active.
Application status word bit 29: Knife is in material.
TRUE
Knife in material.
C4150/
000
Bit 29
-
- - -
FALSE
Knife not in material.
Note!
Digital input I5 on the Servo PLC or I1 on the ECS is permanently assigned to the print-
mark-sensor signal. The user needs to assign the print-mark-sensor signal to this input!