6 starting up mark-controlled operation, Starting up mark-controlled operation -142, Cross cutter – Lenze EVS93xx CrossCutter User Manual
Page 156
Cross Cutter
Installing and starting up the "CrossCutter" prepared solution
Prepared Solution Servo PLC / ECSxA 1.1 EN
3-142
3.4.6
Starting up mark-controlled operation
Caution!
The start-up sequence for mark-controlled operation of the prepared solution described below
relates to the parameterisable variant.
Requirements:
The cross-cutter axis servo controller has been parameterised in accordance with the installation and start-
up instructions as described in Chapter 3.4.4.
Control voltage is being supplied to the axis via terminals 59 (+24 V DC) and 39 (0 V) and power via
terminals L1, L2 and L3.
Initial situation:
• No errors are being indicated by the servo axis.
• The servo axis has been enabled.
• The application control and status words have not been customised by amending the values in C4010/0xx
and C4012/0xx.
• Axis homing has been completed successfully.
• The next print mark detected by the print-mark sensor is a valid print mark.
• The feed drive has been shut down.
• Print-mark sensor not active.
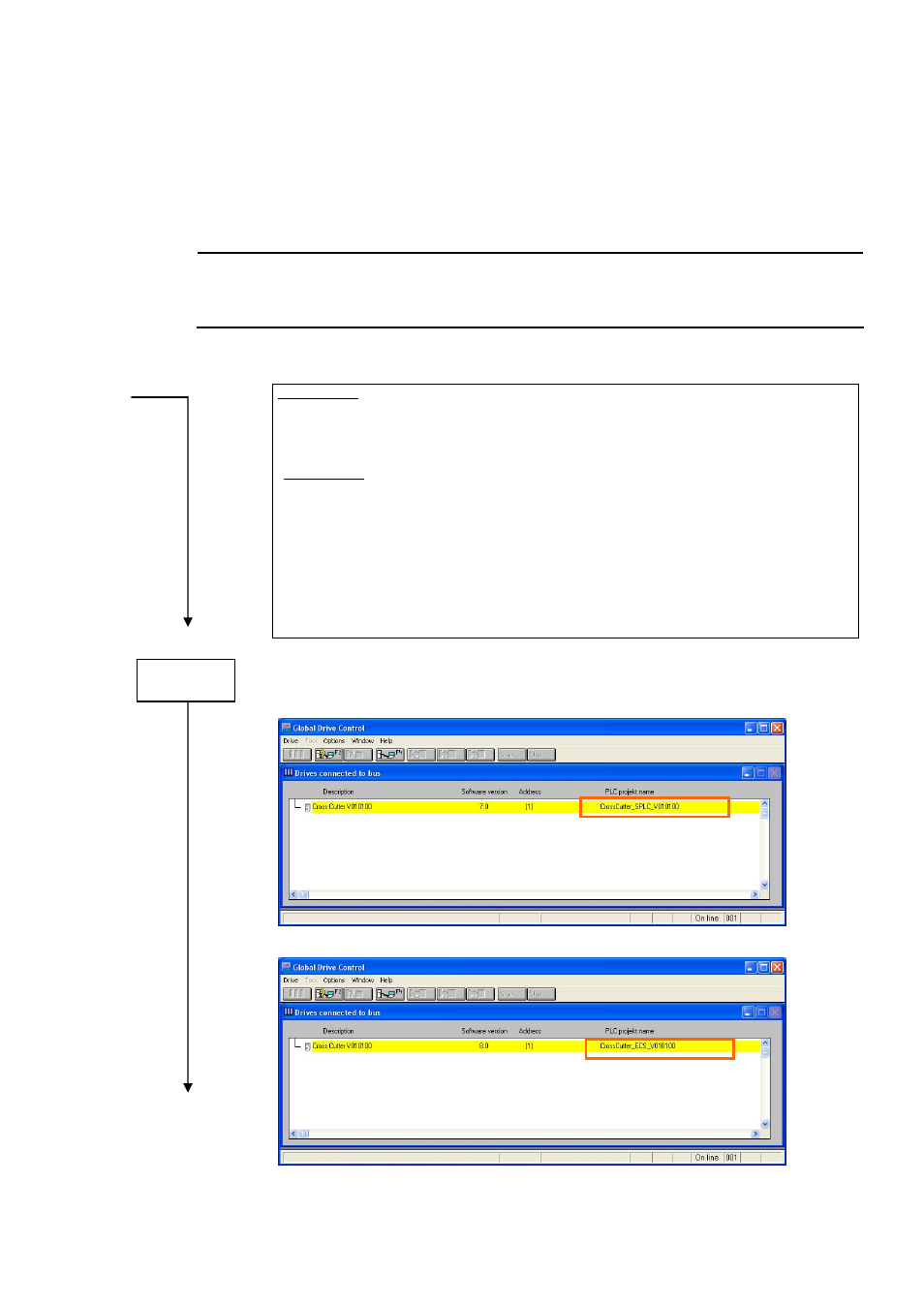
Start GDC and run a search for the controllers connected to the system bus. GDC will find
the connected controllers. These will include the controller loaded with the
CrossCutter_SPLC_Vxxxxxx for 9300 Servo PLC and CrossCutter_ECS_Vxxxxxx for ECS.
Prepared Solution for 9300 Servo PLC
Prepared Solution for ECS
Double-click the cross-cutter axis drive and read back the parameters from the drive.
Start
Step 1