2 varcrosscuttermotionprofilecalculation, Varcrosscuttermotionprofilecalculation -2, Cross cutter – Lenze EVS93xx CrossCutter User Manual
Page 170: Appendix
Cross Cutter
Appendix
Prepared Solution Servo PLC / ECSxA 1.1 EN
6-2
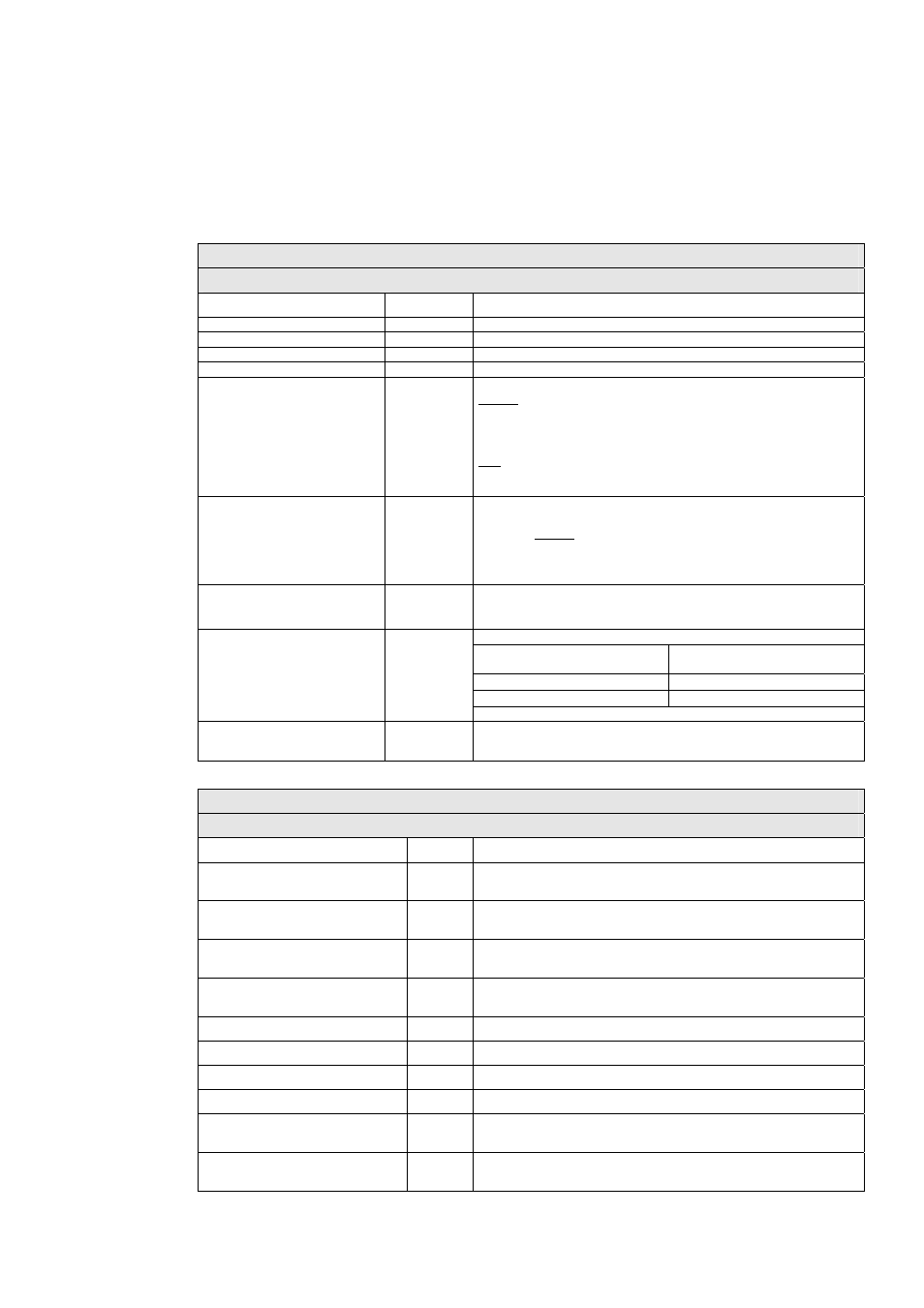
6.1.2 VarCrossCutterMotionProfileCalculation
Inputs
Global variables
(Variable type: VAR_GLOBAL)
Name Data
type
Value/Meaning
g_dnSetCuttingLength DINT
Cutting length in 0.0001[m_units]
g_dnSetRejectLength DINT
Reject length in 0.0001[m_units]
g_dnSetTestLength DINT
Test length in 0.0001[m_units]
g_dnSetStartStopLength
DINT
Start/stop length in 0.0001[m_units]
g_dnCirumferenceSlave DINT
Cutting circle circumference of knife drum in 0.0001[m_units]:
Example: The cutting circle diameter of the knife drum is 127.3240[mm]. The
circumference is calculated by multiplying the diameter by π (= 3.141592654 …)
and results in a value of 400.0000[m_units]. You should therefore assign a value of
4000000 to variable g_dnCircumferenceSlave.
Note: Do not enter the synchronous cutting length here (this may not be the same
as the cutting circle circumference on knife drums with multiple knives). Always
enter the full circumference of the knife cutting circle here.
g_dnSyncAngle DINT
Cutting angle for which the knife has to run in synchronism with the material in
0.0001[s_units]
•
Example: A dnSyncAngle value = 300000 corresponds to a cutting
angle of 30.0000[s_units] = 30.0000 [°].
•
If you use this variable, to avoid inconsistencies, do not write variable
g_dnSyncAngle_p!
g_dnSyncAngle_p DINT
Cutting angle for which the knife has to run in synchronism with the material in [incr.]
•
If you use this variable, to avoid inconsistencies, do not write variable
g_dnSyncAngle!
Selection of type of motion for the asynchronous motion phase:
0
Second order polynomial (linear speed
ramps)
1
Fifth order polynomial
2
Sloping sine line
g_byProfileTypeCalculation BYTE
The input values are limited to this value range!
g_nAdjustCuttingSpeed INT
Adaptation of the cutting speed. The value is entered in %.
•
100% = 16384
Outputs
Global variables
(Variable type: VAR_GLOBAL)
Name Data
type
Value/Meaning
g_wSetCamCuttingProfileNoForCalc WORD
Display indicating the motion profile which is being used/will be used to calculate the
cutting length.
g_wSetCamRejectProfileNoForCalc WORD
Display indicating the motion profile which is being used/will be used to calculate the
reject length.
g_wSetCamTestProfileNoForCalc WORD
Display
indicating the motion profile which is being used/will be used to calculate the
test length.
g_wSetCamStartStopProfileNoForCalc WORD Display indicating the motion profile which is being used/will be used to calculate the
start/stop length.
g_wActCamCuttingProfileNoCalc
WORD
Display indicating the last motion profile used to calculate the cutting length.
g_wActCamRejectProfileNoCalc
WORD
Display indicating the last motion profile used to calculate the reject length.
g_wActCamTestProfileNoCalc
WORD
Display indicating the last motion profile used to calculate the test length.
g_wActCamStartStopProfileNoCalc
WORD
Display indicating the last motion profile used to calculate the start/stop length.
g_dnActCuttingLength
DINT
Display indicating the cutting length used to calculate the current motion profile
(g_wActCamCuttingProfileNoCalc). The value is displayed in 0.0001[m_units].
g_dnActCuttingLength_p
DINT
Display indicating the cutting length used to calculate the current motion profile
(g_wActCamCuttingProfileNoCalc). The value is displayed in [incr.].