Cross cutter, Appendix – Lenze EVS93xx CrossCutter User Manual
Page 172
Cross Cutter
Appendix
Prepared Solution Servo PLC / ECSxA 1.1 EN
6-4
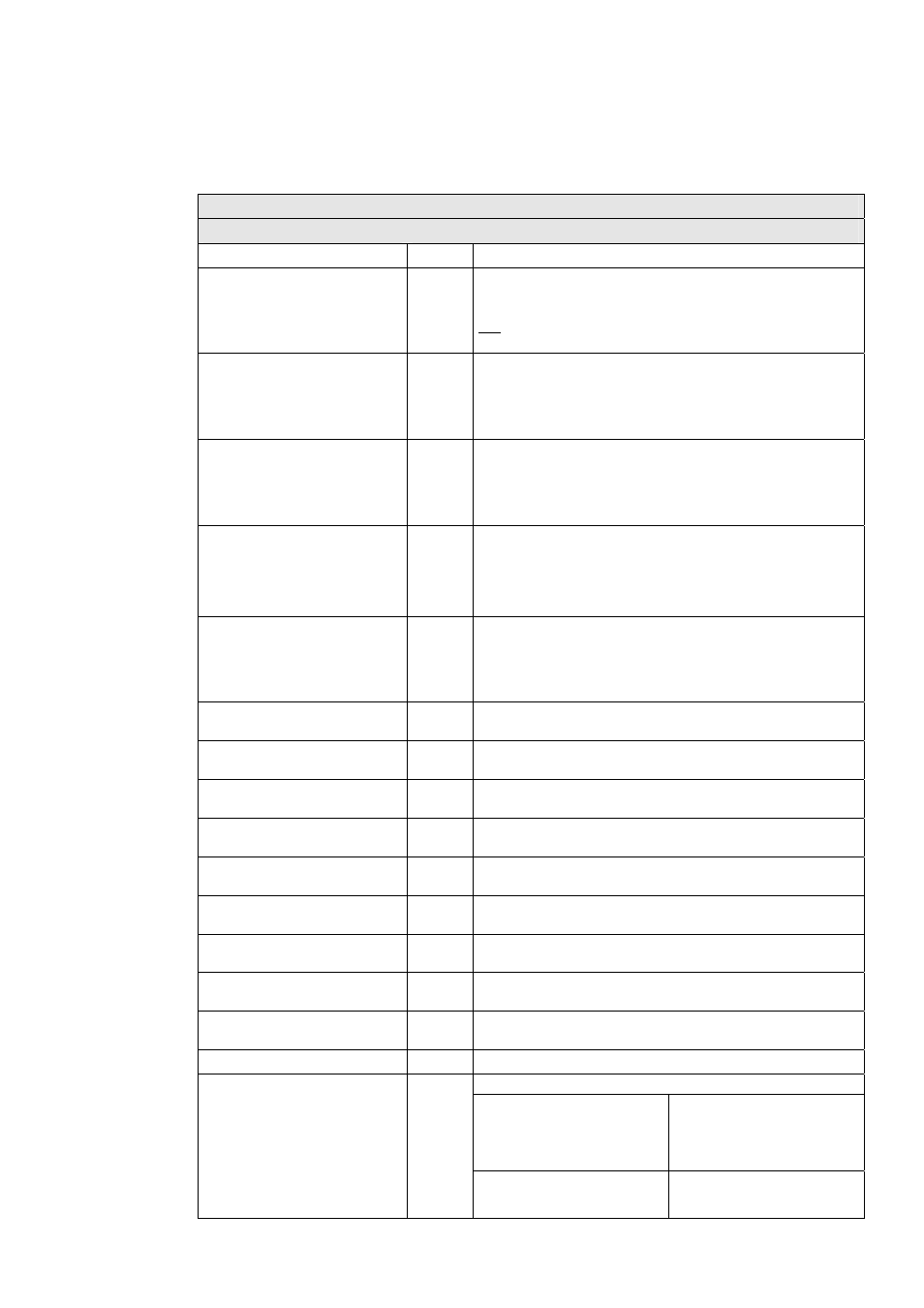
Outputs
Global variables
(Variable type: VAR_GLOBAL)
Name Data
type
Value/Meaning
g_dnTotalYFeedAngleCuttingLength
DINT
Display indicating the Y final value of the motion profile selected via
g_wActCamCuttingProfileNoCalc in 0.0001[s_units]. The value is taken from the Y
final value of the basic profile defined with the CamDesigner.
Note: The value of this output signal is only recalculated during a calculation
sequence (g_bCrossCutterCalcBusyCuttingProfile = TRUE).
g_dnTotalYFeedAngleCuttingLength_p
DINT
Display indicating the Y final value of the motion profile selected via
g_wActCamCuttingProfileNoCalc in 0.0001[s_units]. The value is taken from the Y
final value of the basic profile defined with the CamDesigner.
Note: The value of this output signal is only recalculated during a calculation
sequence (g_bCrossCutterCalcBusyCuttingProfile = TRUE).
g_dnTotalYFeedAngleRejectLength
DINT
Display indicating the Y final value of the motion profile selected via
g_wActCamRejectProfileNoCalc in 0.0001[s_units]. The value is taken from the Y
final value of the basic profile defined with the CamDesigner.
Note: The value of this output signal is only recalculated during a calculation
sequence (g_bCrossCutterCalcBusyRejectProfile = TRUE).
g_dnTotalYFeedAngleTestLength
DINT
Display indicating the Y final value of the motion profile selected via
g_wActCamTestProfileNoCalc in 0.0001[s_units]. The value is taken from the Y final
value of the basic profile defined with the CamDesigner.
Note: The value of this output signal is only recalculated during a calculation
sequence (g_bCrossCutterCalcBusyTestProfile = TRUE).
g_dnTotalYFeedAngleStartStopLength DINT Display
indicating
the Y final value of the motion profile selected via
g_wActCamStartStopProfileNoCalc in 0.0001[s_units]. The value is taken from the
Y final value of the basic profile defined with the CamDesigner.
Note: The value of this output signal is only recalculated during a calculation
sequence (g_bCrossCutterCalcBusyStartStopProfile = TRUE).
g_dnX1CalcCuttingProfile
DINT
Display indicating the starting point of the pause in 0.0001[m_units] only if
g_bStartStopOperationCuttingProfile = TRUE.
g_dnX1CalcRejectProfile
DINT
Display indicating the starting point of the pause in 0.0001[m_units] only if
g_bStartStopOperationRejectProfile = TRUE.
g_dnX1CalcTestProfile
DINT
Display indicating the starting point of the pause in 0.0001[m_units] only if
g_bStartStopOperationTestProfile = TRUE.
g_dnX1CalcStartStopProfile
DINT
Display indicating the starting point of the pause in 0.0001[m_units] only if
g_bStartStopOperationStartStopProfile = TRUE.
g_dnX1CalcStartStopProfile_p DINT
Display indicating the starting point of the pause in [incr.] only if
g_bStartStopOperationStartStopProfile = TRUE.
g_dnX2CalcCuttingProfile
DINT
Display indicating the finishing point of the pause in 0.0001[m_units] only if
g_bStartStopOperationCuttingProfile = TRUE.
g_dnX2CalcRejectProfile
DINT
Display indicating the finishing point of the pause in 0.0001[m_units] only if
g_bStartStopOperationRejectProfile = TRUE.
g_dnX2CalcTestProfile
DINT
Display indicating the finishing point of the pause in 0.0001[m_units] only if
g_bStartStopOperationTestProfile = TRUE.
g_dnX2CalcStartStopProfile
DINT
Display indicating the finishing point of the pause in 0.0001[m_units] only if
g_bStartStopOperationStartStopProfile = TRUE.
g_dnY1Value
DINT
Display indicating the starting point of the cross cutter in 0.0001[s_units].
Status signal: Cutting length induces start/stop operation of cross cutter.
TRUE
The selected cutting length exceeds the
limit cutting length for start/stop
operation => The pause will be extended
accordingly in the asynchronous motion
phase.
g_bStartStopOperationCuttingProfile
BOOL
FALSE
The selected cutting length undershoots
the limit cutting length for start/stop
operation.