Cross cutter, Appendix – Lenze EVS93xx CrossCutter User Manual
Page 270
Cross Cutter
Appendix
Prepared Solution Servo PLC / ECSxA 1.1 EN
6-102
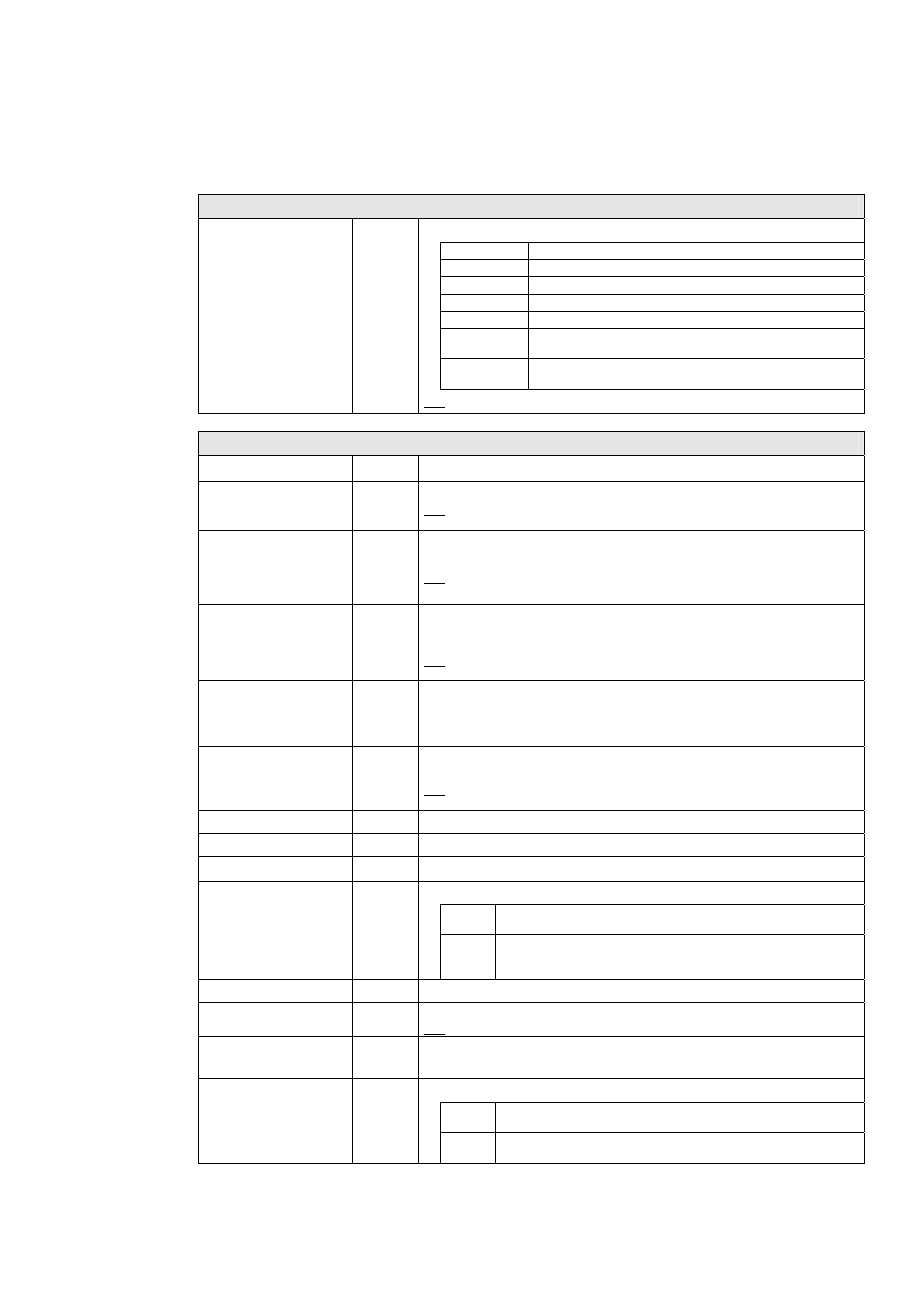
Inputs
(Variable type: VAR_INPUT)
Axis data for the master and cross-cutter axis (profile axis):
wXGearNum
Gearbox ratio master value (numerator)
wXGearDenom
Gearbox ratio master value (denominator)
dwXFeedConst
Feed constant of master drive
wYGearNum
Gearbox ratio cross-cutter axis (numerator)
wYGearDenom
Gearbox ratio cross-cutter axis (denominator)
dwYFeedConst
Feed constant of cross-cutter axis (must always be set to 3600000 =
360.0000[s_units])
wXCycles
Master speed in [incr./ms] at which the cross-cutter drive will reach its rated
number of cycles
CamAxis CAM_AXIS_
REF
Note: When using the prepared solution you can link global variable structure g_CamAxis to this input.
Outputs
(Variable type: VAR_OUTPUT)
Name Data
type
Meaning
wActCamProfileNo
WORD
Number of the last motion profile changed
Note: The state of this output variable only changes when a new calculation sequence is started via a
positive signal edge at input signal bExecute.
dnActCuttingLength
DINT
Cutting length x
cut
used to calculate the motion profile with number wActCamProfileNo (display in
0.0001[m_units]).
Note: The state of this output variable only changes when a new calculation sequence is started via a
positive signal edge at input signal bExecute.
dnCuttingLengthLimit
DINT
Maximum cutting length in 0.0001[m_units] possible when the cross cutter is in continuous duty.
Selecting a longer cutting length will lead to a motion profile with a break in the asynchronous motion
phase.
Note: The value of this output signal is only recalculated during a calculation sequence (bBusy =
TRUE).
dnXAsynchronousLength DINT Material
length
in 0.0001[m_units] to which the cross cutter is set in the asynchronous motion phase.
The value is the difference between the cutting length x
cut
and the synchronous x length
x
sync
.
Note: The value of this output signal is only recalculated during a calculation sequence (bBusy =
TRUE).
dnTotalYFeedAngle DINT
Y
final value of the motion profile selected via wActCamProfileNo in 0.0001[s_units]. The value is
taken from the y final value of the basic cam defined in CamDesigner.
Note: The value of this output signal is only recalculated during a calculation sequence (bBusy =
TRUE).
dnX1 DINT
Starting point of the pause in 0.0001[m_units] only if bStartStopOperation = TRUE.
dnX2 DINT
Finishing point of the pause in 0.0001[m_units] only if bStartStopOperation = TRUE.
dnYAsynch
DINT
Y position in 0.0001[s_units] at which the cross-cutter knife drum will be in the initial position.
Status signal: Newly calculated cam induces start/stop operation of cross cutter.
FALSE The selected cutting length (dnActCuttingLength) is less than the limit cutting length
for start/stop operation (dnCuttingLengthLimit).
bStartStopOperation BOOL
TRUE The selected cutting length (dnActCuttingLength) is greater than the limit cutting
length for start/stop operation (dnCuttingLengthLimit) => The length of the pause will
be extended accordingly in the asynchronous motion phase.
nMaxMasterVelocity_v INT
Maximum possible line speed for the set cutting length in [incr./ms].
wTotalNumberOfPoints WORD
Number of interpolation points in the motion profile selected via wActCamProfileNo
Note: The value of this output signal is only reset during a calculation sequence (bBusy = TRUE).
wActNumberOfPoint WORD
Newly calculated interpolation point in the motion profile selected via wActCamProfileNo: This output
can, for example, be used as a progress indicator. The value range is 0 … (wTotalNumberOfPoints -
1).
The calculation sequence for the new cross-cutter motion profile is in progress.
FALSE The calculation sequence for the new cross-cutter motion profile has been
completed successfully (bDone = TRUE) or aborted (nState < 0).
bBusy BOOL
TRUE The calculation sequence for the cross-cutter motion profile (wActCamProfileNo) is
in progress.