Cross cutter, Features of the "cross cutter" prepared solution – Lenze EVS93xx CrossCutter User Manual
Page 76
Cross Cutter
Features of the "Cross Cutter" prepared solution
Prepared Solution Servo PLC / ECSxA 1.1 EN
2-62
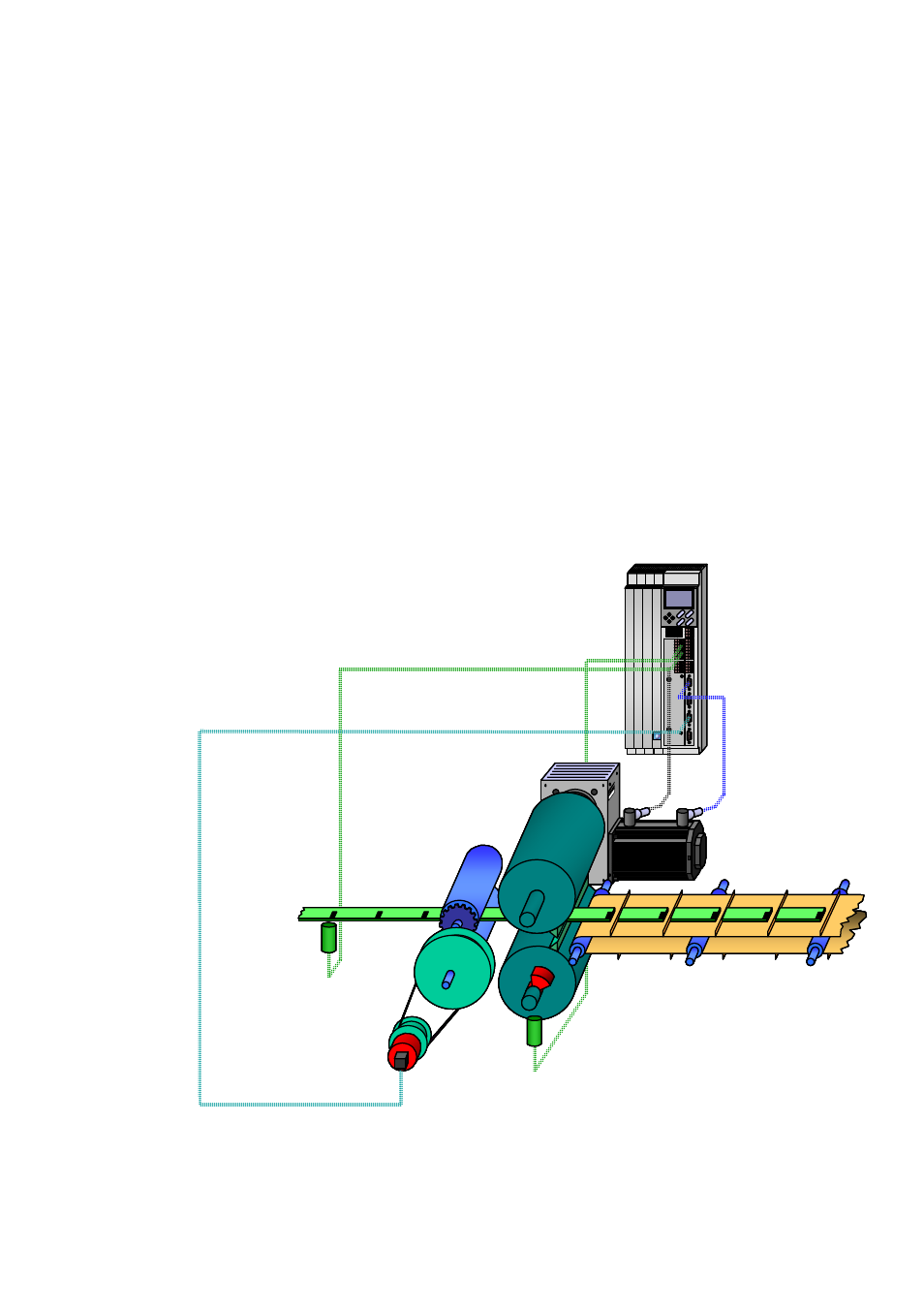
Mark-controlled operation:
In mark-controlled operation, mark control is implemented in addition to length control. Mark
control compensates inaccuracies via touch-probe correction. This ensures that positions are
corrected accordingly during operation. High-speed hardware signals ("touch probe") which
determine the deviation between the set and actual position on an interrupt-specific basis in the
ServoPLC are used for this purpose. An example application of mark control is illustrated in
Figure 21. In this application, mark control is used to cut a defined length from the material
being processed using print marks. In an application of this type, the length to be cut is sent to
the system and the length calculation function converts this value into an appropriate motion
profile. The print marks on the material to be processed are then used to correct the length
calculation. As soon as the touch-probe sensor detects a print mark, it compares the position
set accordingly with the actual position. In accordance with the deviation a signal is then
generated with a positive or negative sign to compensate the prevailing path difference. Mark
control can be used equally for the synchronous and asynchronous cross cutter. Mark
correction is only activated in Continuous cutting mode.
L
L
L
Figure 21: Mark-controlled operation of a cross-cutter application