Cross cutter, Appendix – Lenze EVS93xx CrossCutter User Manual
Page 259
Cross Cutter
Appendix
Prepared Solution Servo PLC / ECSxA 1.1 EN
6-91
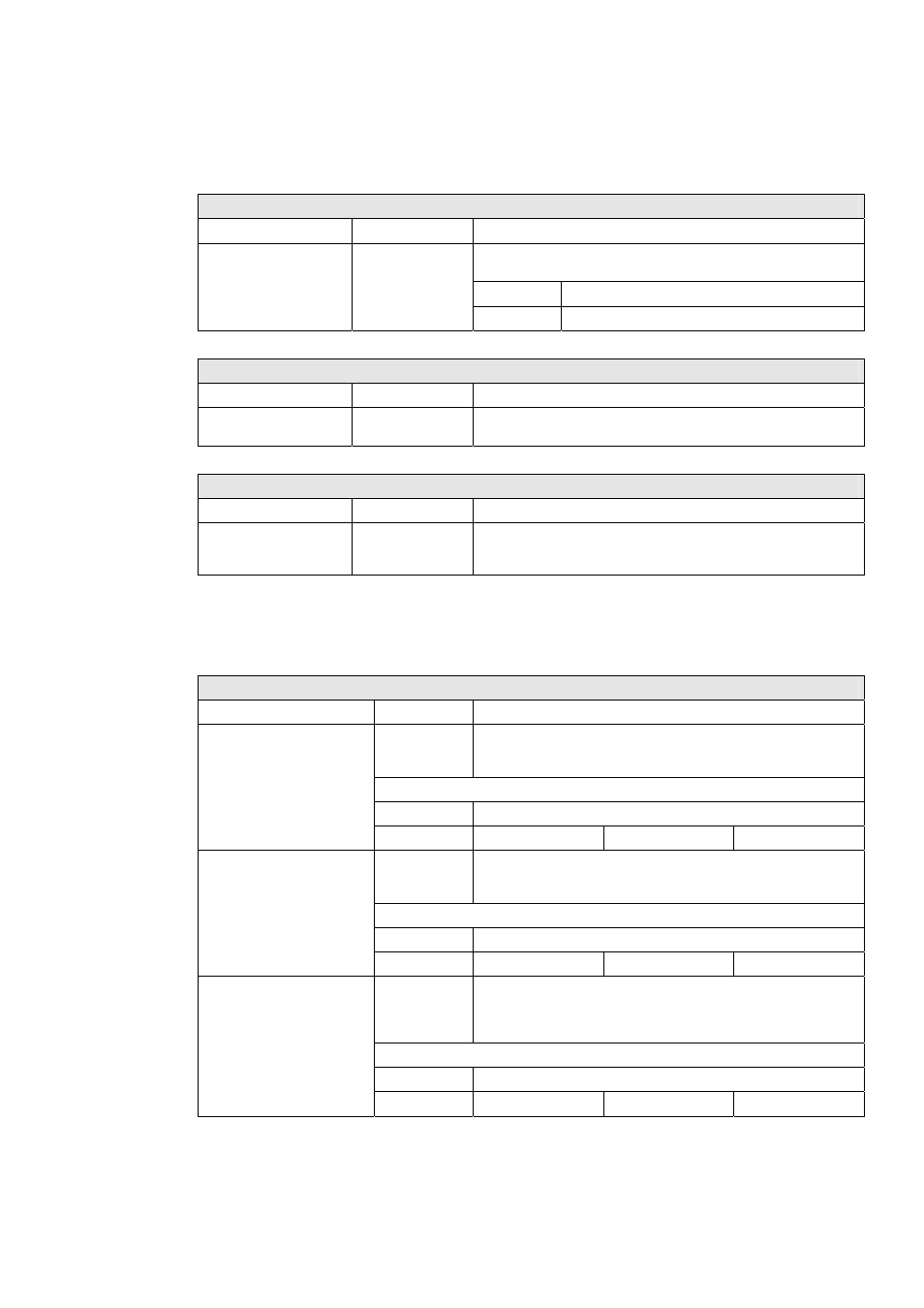
Inputs
(Variable type: VAR_INPUT)
Name Data
type
Value/Meaning
Indicates that the cross cutter knife is not in Material. Connect this value to variable
g_bKnifeNotInMaterial.
TRUE
The cross cutter knife is not in material.
bKnifeNotInMaterial BOOL
FALSE
The cross cutter knife is in material.
Outputs
(Variable type: VAR_OUTPUT)
Name Data
type
Value/Meaning
nxVelTrimmingFactorOut_v
INT
Speed signal which can be used to perform manual x trimming. This value must be
added to the master speed of the x axis.
Inputs/Outputs
(Variable type: VAR_IN_OUT)
Name Data
type
Value/Meaning
dnOutTpPos_p DINT Position signal used for manual x trimming. Connect this value to variable
dnTpPos_p of the L_CamSetXAxisVelocity function block.
Note: Assign a retain variable to this input/output!
In order to be able to use the full functionality of the XPositionTrimming function block, you need
to create 7 codes.
The specific variables used for this purpose are:
Variable
Value/Meaning
Name Data
type
Value/Meaning
DINT
Variable for acceleration time when using bTrimPosDirection and
bTrimNegDirection. The acceleration and deceleration times relate to a change in
the output value from 0 to 100% (100% = 16384).
Possible settings
Default
Selection
xxx.L_RFG1.dnTir
0.000 s
0.000
{0.001 s}
999.999
DINT
Variable for deceleration time when using bTrimPosDirection and
bTrimNegDirection. The acceleration and deceleration times relate to a change in
the output value from 0 to 100% (100% = 16384).
Possible settings
Default
Selection
xxx.L_RFG1.dnTif
0.000 s
0.000
{0.001 s}
999.999
ARRAY OF DINT
Variable for deceleration ramp to stop before reaching the set position
(
bExecuteSetPositionTrimming = FALSE) when using variables
dnSetPositionTrimming_p and bExecuteSetPositionTrimming.
The ramp assumes 4000 rpm.
Possible settings
Default
Selection
xxx.L_CamPosCtrlLin1.adnTiPos[1]
1.000 s
0.010
{0.001 s}
130.000