Cross cutter – Lenze EVS93xx CrossCutter User Manual
Page 125
Cross Cutter
Installing and starting up the "CrossCutter" prepared solution
Prepared Solution Servo PLC / ECSxA 1.1 EN
3-111
Points:
Entry indicating the number of interpolation points for the
motion and torque precontrol profiles. The number of
interpolation points should be selected so that the x
position of the setpoint-generating task moves forward
one point per task cycle. An approximate calculation of the
number of interpolation points can be arrived at as follows:
task
MC
cycle
s
po
t
n
min
points
n
_
int
1
1
]
[
]
[
6000
⋅
⋅
=
where
n
points
:
Number of interpolation points to be selected
per motion
profile
n
cycle
:
Maximum number of cycles per minute
t
MC_task
: Interval time of setpoint-generating task
Example: The setpoint-generating task is processed in the
2 ms cycle. At a maximum clock-pulse rate of 60
cuts/minute a sensible value for the number of
interpolation points would be
]
[
500
]
[
2
1
]
[
60
1
]
[
]
[
6000
int
points
ms
/min
cuts
min
points
n
s
po
=
⋅
⋅
=
Tip:
Practical Tests have shown, that a number of points from 50 up to 100 are normaly enough
in most applications and the calculationtime will be smaller.
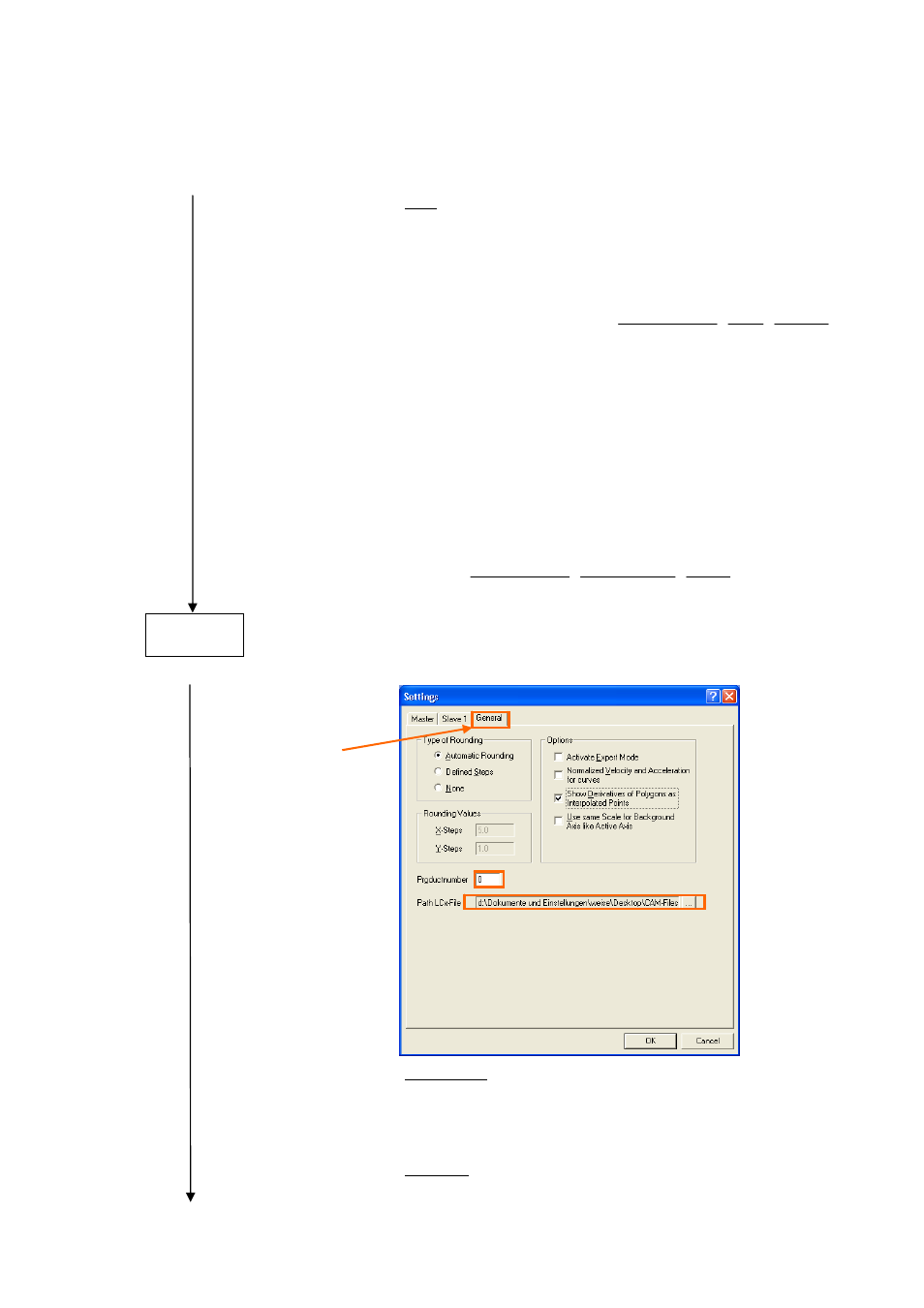
Click the General tab to specify the profile number to be processed for the motion profile of the cross cutter
and define a directory path for the LC9 file:
Product number:
You will need to enter a profile number (product number)
here in order to enable the motion profile to be addressed
subsequently on the ServoPLC/in the ECS servo system.
Example: The default setting for the first motion profile for
the cross- cutter application is profile number 0.
LCx file path:
Entry indicating the directory path (memory location) for
the LC9 file to be generated
Click
Ok to go back to the main CamDesigner window.
Step 5