6 calctpdistance function block, Variable names, Calctpdistance function block -95 – Lenze EVS93xx CrossCutter User Manual
Page 263: Cross cutter, Appendix
Cross Cutter
Appendix
Prepared Solution Servo PLC / ECSxA 1.1 EN
6-95
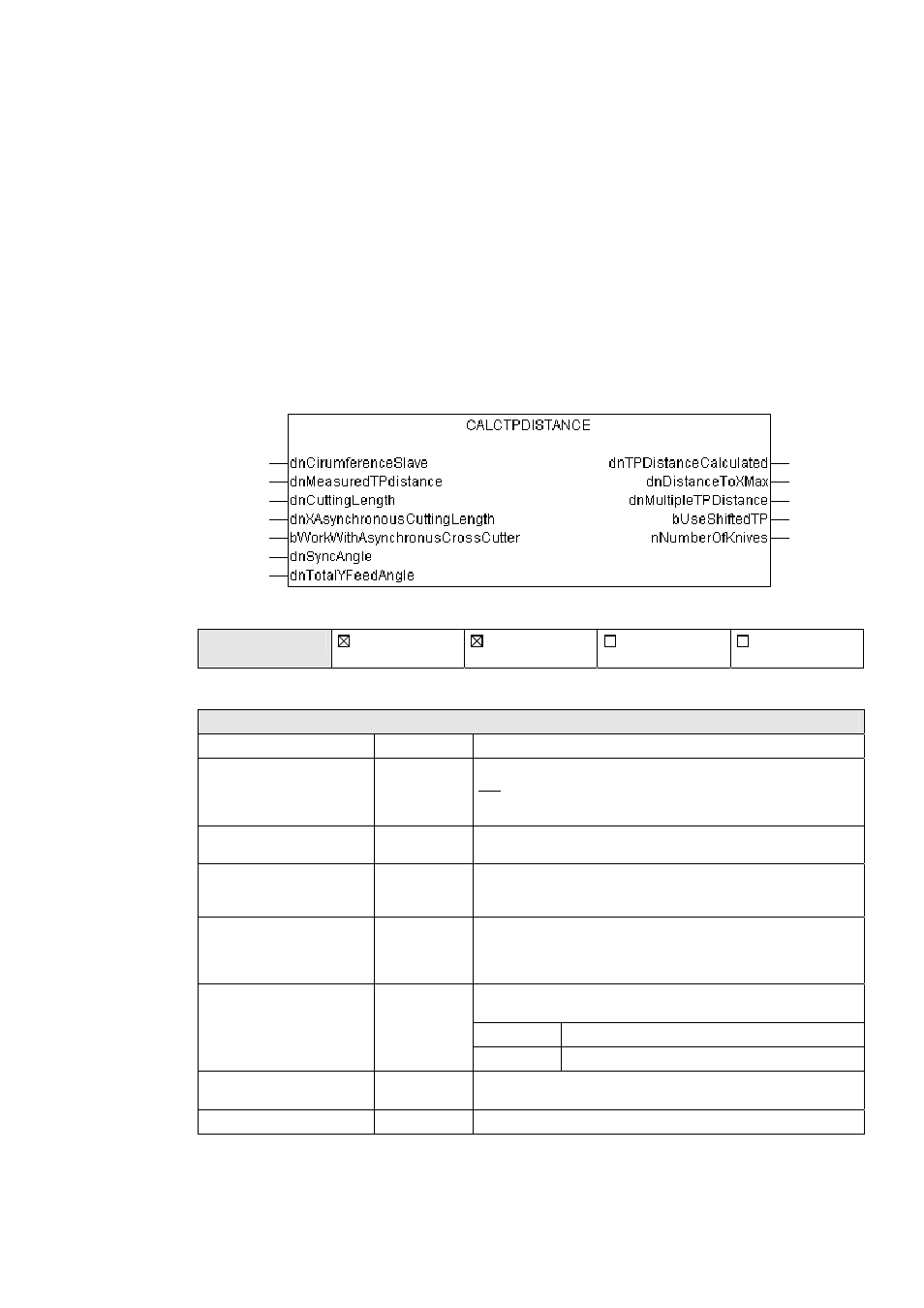
6.6.6 CalcTpDistance function block
The CalcTpDistance function block uses the cross-cutter application's input variables to
calculate the following output values:
• The print-mark-sensor distance
• The distance from the 6 o'clock position of the knife to the x max. value of the profile
• The value indicated by the distance of the touch-probe sensor in integer multiples of
the cutting length
• The number of knives mounted on the cross-cutter drum are also calculated.
Task information
Can be called in:
Cyclic task
Time-controlled task
(INTERVAL)
Event-controlled task
(EVENT)
Interrupt task
Variable
names
Inputs
(Variable type: VAR_INPUT)
Name Data
type
Value/Meaning
dnCircumferenceSlave
DINT
Cutting circle circumference of the knife drum in 0.0001[m_units].
Note: Do not enter the synchronous cutting length here (on knife drums with more
than one knife, this may not be the same as the cutting circle circumference). You
should always enter the entire circumference of the knife's cutting circle.
dnMeasuredTPdistance DINT Distance
measured from TP sensor to 6 o'clock position on the knife drum. The
value is entered in 0.0001[m_units].
dnCuttingLength
DINT
Cutting length of the material. The value is entered in 0.0001[m_units]. You can also
link this input variable directly to output variable dnActCuttingLength in the
CrossCutterMotionProfileCalculation FB.
dnXAsynchronousCuttingLength
DINT
Length of the profile in which the cross cutter moves asynchronously in relation to
the material;. The value is entered in 0.0001[m_units]. You can also link this input
variable directly to output variable dnXAsynchronousLength in the
CrossCutterMotionProfileCalculation FB.
Change-over of calculation formula in accordance with the type of cross cutter being
used.
TRUE
Using the calculation for the asynchronous cross cutter.
bWorkWithAsynchronusCrossCutter BOOL
FALSE
Using the calculation for the synchronous cross cutter.
dnSyncAngle
DINT
Cutting angle for which the knife has to run in synchronism with the material (y
sync
,
the value is entered in 0.0001[s_units]).
dnTotalYFeedAngle
DINT
Y final value of the selected motion profile in 0.0001[s_units].