Linear tapping pattern, face" unit, 5 units—dr illing in c axis – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 89
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
89
2.5 Units—Dr
illing in C axis
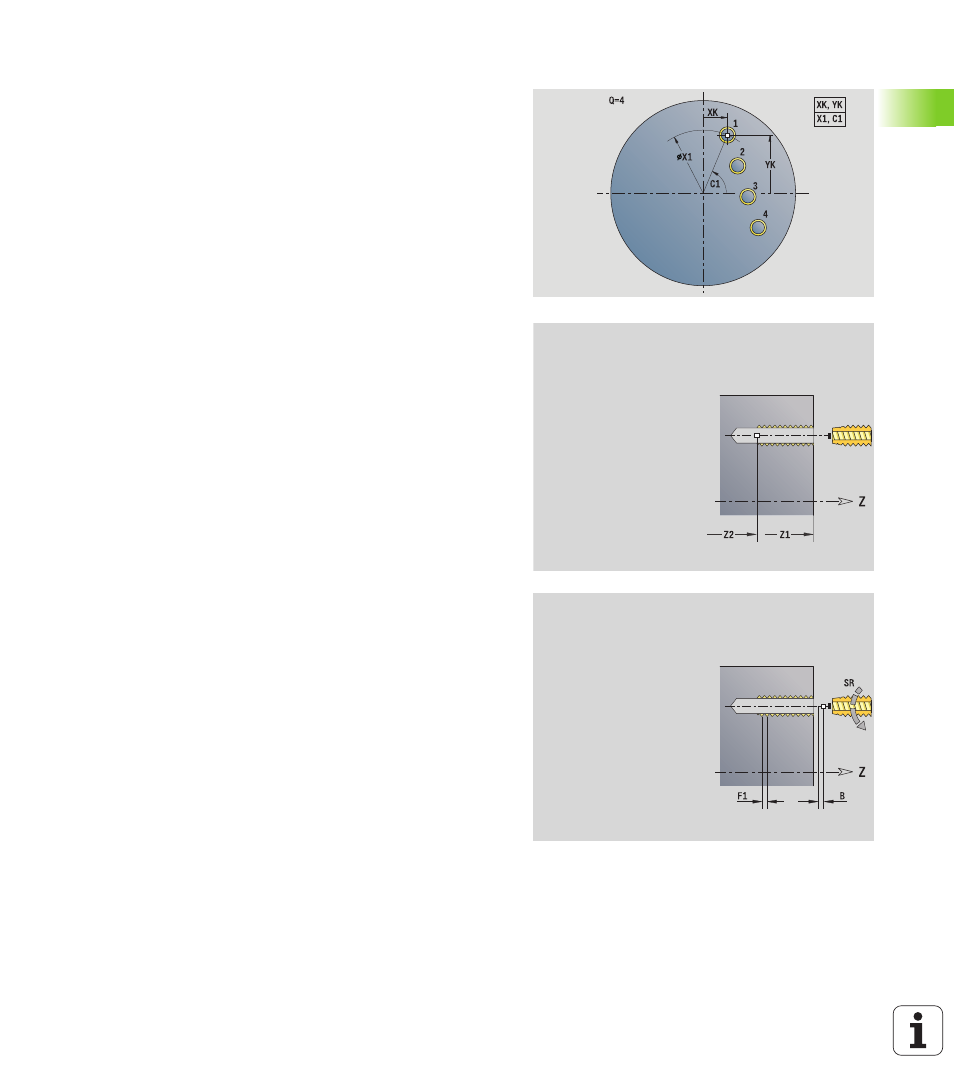
"Linear tapping pattern, face" unit
The unit machines a linear tapping pattern in which the individual
features are arranged at a regular spacing on the face.
Unit name: G73_Lin_Stirn_C / Cycle: G73 (see page 318)
Use the retraction length for floating tap holders. The cycle
calculates a new nominal pitch on the basis of the thread depth, the
programmed pitch, and the retraction length. The nominal pitch is
somewhat smaller than the pitch of the tap. During tapping, the tap is
pulled away from the chuck by the retraction length. With this method
you can achieve higher service life from taps.
Access to the technology database:
Machining operation: Tapping
Affected parameter: S
Pattern form
Q
Number of holes
X1, C1
Polar starting point
XK, YK
Cartesian starting point
I, J
End point (XK, YK)
Ii, Ji:
Distance (XKi, YKi)
R
Distance to first/last hole
Ri
Incremental distance
A
Pattern angle (reference is XK axis)
Cycle form
Z1
Start point drill (starting point of hole)
Z2
End point drill (end point of hole)
F1
Thread pitch
B
Run-in length
L
Retraction length when using floating tap holders
(default: 0)
SR
Retraction speed (default: Shaft speed for tapping)
RB
Return plane (default: return to the starting position or to
the safety clearance)
Further forms: