Fixed cycles, 1 pr ogr amming in din/iso mode – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 189
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
189
4.1 Pr
ogr
amming in DIN/ISO mode
Fixed cycles
HEIDENHAIN recommends programming a fixed cycle as follows:
Insert the tool
Define the cutting data
Position the tool in front of the working area
Define the safety clearance
Cycle call
Retract the tool
Move to tool change position
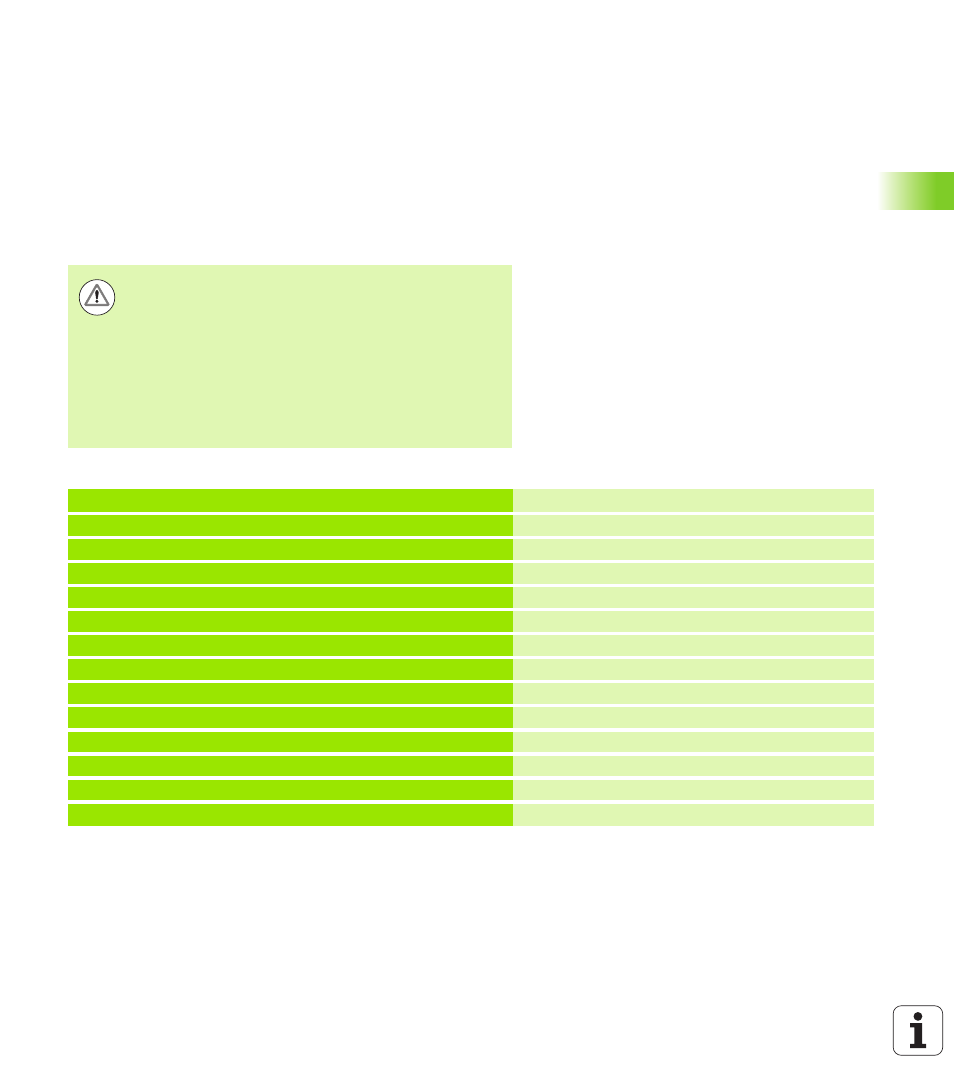
Typical structure of a fixed cycle
Danger of collision!
Remember when omitting cycle programming steps
during optimization:
A special feed rate remains in effect until the next feed
command (for example the finishing feed rate during
recessing cycles).
Some cycles traverse diagonally back to the starting
point if you use the standard programming (for example
roughing cycles).
. . .
MACHINING
N.. G59 Z..
Zero point shift
N.. G26 S..
Define the speed limit
N.. G14 Q..
Move to tool change position
. . .
N.. T..
Insert the tool
N.. G96 S.. G95 F.. M4
Define the technology data
N.. G0 X.. Z..
Pre-position
N.. G47 P..
Define the safety clearance
N.. G810 NS.. NE..
Cycle call
N.. G0 X.. Z..
If necessary, retract
N.. G14 Q0
Move to tool change position
. . .