Icp pocket milling in yz plane" unit, 3 units—milling in y axis – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 177
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
177
3.3 Units—Milling in Y axis
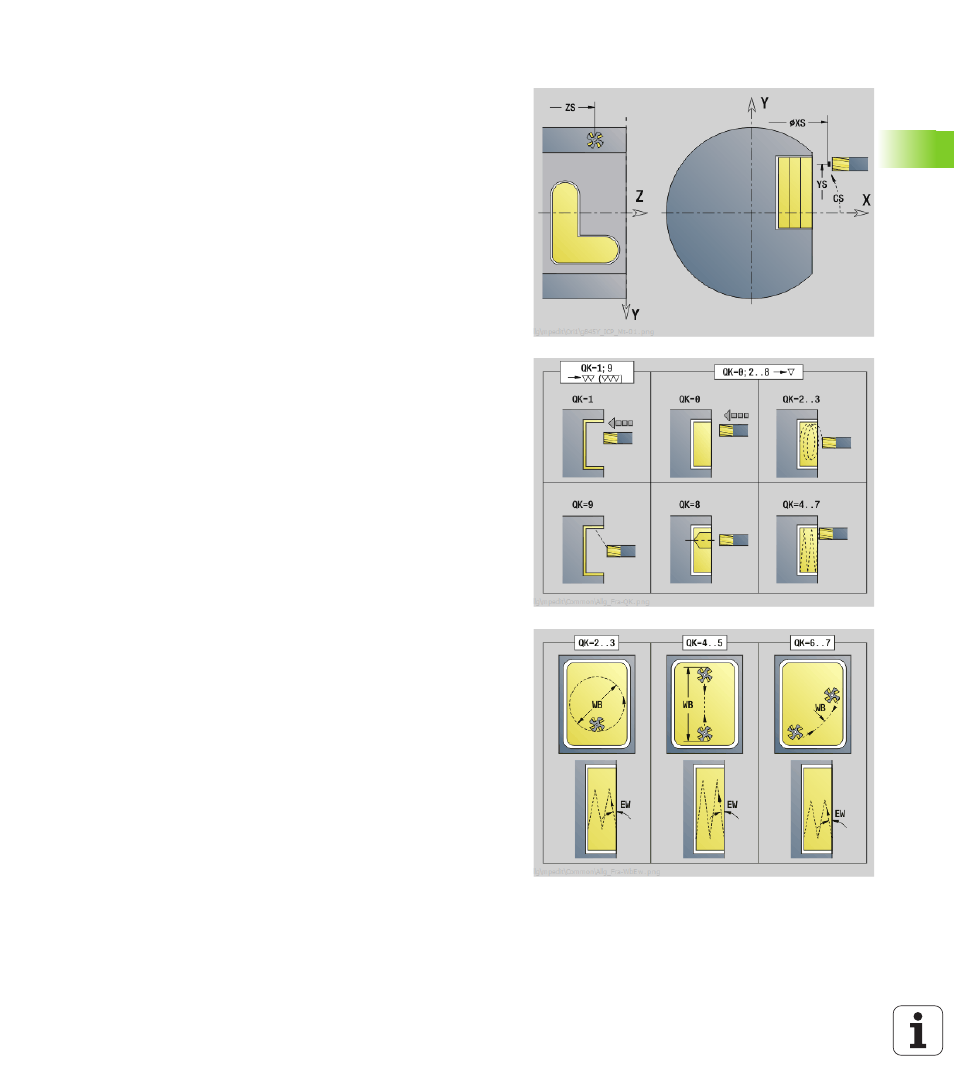
"ICP pocket milling in YZ plane" unit
The unit mills the pocket defined with ICP in the YZ plane. In QK
(machining operation), select whether a roughing or finishing
operation is to be executed. For roughing, define the plunging
strategy.
Unit name: G845_Tas_Y_Mant / Cycles: G845 (see page 360); G846
Access to the technology database:
Machining operation: Milling
Affected parameters: F, S, FZ, P
Parameters on the Contour form
FK
NS
Starting block no. of contour
NE
End block no. of contour
X1
Milling top edge (diameter value)
P2
Depth of contour
NF
Position mark (only if QK=8)
Parameters on the Cycle form
QK
Machining operation and plunging strategy
0: Roughing
1: Finishing
2: Helical roughing, manual
3: Helical roughing, automatic
4: Reciprocating linear roughing, manual
5: Reciprocating linear roughing, automatic
6: Reciprocating circular roughing, manual
7: Reciprocating circular roughing, automatic
8: Plunge roughing at predrilling position
9: Finishing with 3-D approach arc
JT
Machining direction:
0: From the inside out (from the inside towards the
outside)
1: From the outside in (from the outside towards the
inside)
H
Cutting direction
0: Up-cut milling
1: Climb milling
P
Maximum infeed
I
Infeed-direction oversize
K
Contour-parallel oversize
FZ
Infeed rate
E
Reduced feed rate
R
Approach radius
WB
Plunging length
EW
Plunging angle
U
Overlap factor (default: 0.5)
RB
Return plane (diameter value)
Further forms: