35 g functions fr om pr evious contr o ls – HEIDENHAIN SW 548328-05 DIN Programming User Manual
Page 414
414
DIN programming
4.35 G functions fr
om pr
evious contr
o
ls
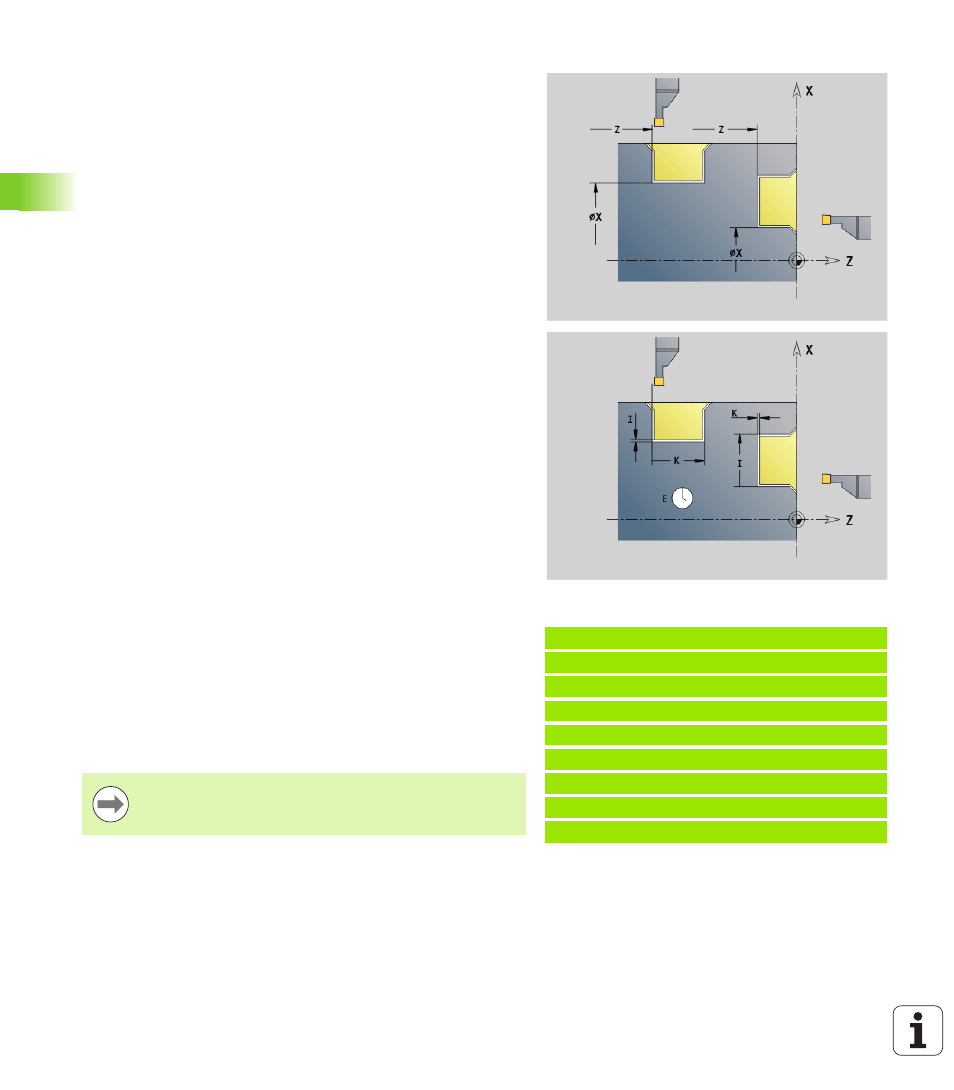
Recessing G86
G86 machines simple radial and axial recesses with chamfers. From
the tool position, the Control determines whether a radial or axial
recess, or an inside or outside recess is to be machined.
"Oversize" programmed: First roughing, then finishing
G86 machines chamfers at the sides of the recess. If you do not wish
to cut the chamfers, you must position the tool at a sufficient distance
from the workpiece. Calculate the starting position XS (diameter) as
follows:
Parameters
X
Base corner point (diameter)
Z
Base corner point
I
Radial recess: Oversize
I>0: Oversize (roughing and finishing)
I=0: No finishing
Axial recess: Recess width
I>0: Recess width
No input: Recess width = tool width
K
Radial recess: Recess width
K>0: Recess width
No input: Recess width = tool width
Axial recess: Oversize
K>0: Oversize (roughing and finishing)
K=0: No finishing
E
Dwell time (for chip breaking)—(default: length of time for one
revolution)
With finishing oversize: Only for finishing
Without finishing oversize: For every recess
Example: G86
. . .
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radial]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [axial]
. . .
XS = XK + 2 * (1.3 – b)
XK:
Contour diameter
b:
Chamfer width
The tool radius compensation: is active.
Oversizes
are not taken into account.